【Tig溶接】差込み溶接(SW)ソケットのすみ肉溶接【コツと注意点】
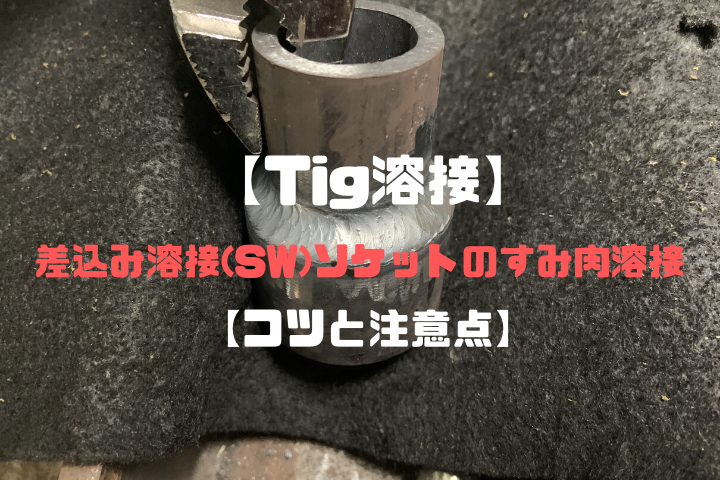
【Tig溶接】差込み溶接(SW)ソケットのすみ肉溶接【コツと注意点】
溶接継ぎ手には主に2種類ある。
- 開先(突合せ)溶接
- すみ肉溶接
今回は差込み溶接(SW)ソケットにおけるすみ肉溶接のコツと注意点について記事にしたい。
差込み溶接(SW)ソケットにおける「すみ肉溶接のコツと注意点」は以下の通り
・電流は高めで溶け込み不良を失くす。
・トーチ角度は溶融池に対して立て気味で溶け込みを深くする。
・初層は溶接棒を入れすぎない。
・1層仕上げではなく必ず2層以上仕上げとする。
・配管とソケットに隙間(ギャップ)を設ける。
上記のコツと注意点を守れば,欠陥がない差込み溶接(SW)ソケットにおけるすみ肉溶接ができる。
上記について深堀りしていくので興味があれば最後まで読んでみてほしい。
開先(突合せ)溶接とすみ肉溶接の違い
溶接継ぎ手には色々な種類があるが,大きく分けて2種類ある。
- 開先(突合せ)溶接
- すみ肉溶接
開先(突合せ)溶接とは?
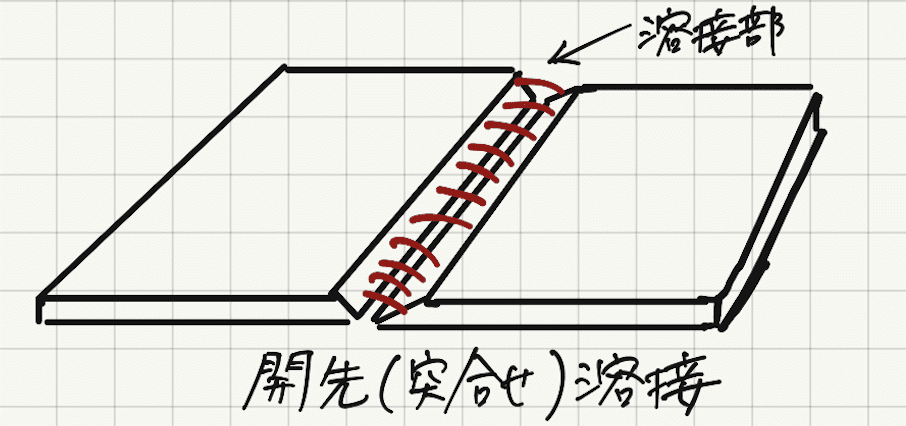
突合せ継手やT継手などで,部材に開先またはグルーブと呼ぶ溝を設けて行う溶接のこと。
溶接する部材を完全に溶かし込む「完全溶込み溶接」と部分的に溶かす「部分溶込み溶接」とがある。
完全溶け込み溶接は母材と同じ耐力が得られ配管などでは一般的に用いられる溶接方法。
すみ肉溶接とは?
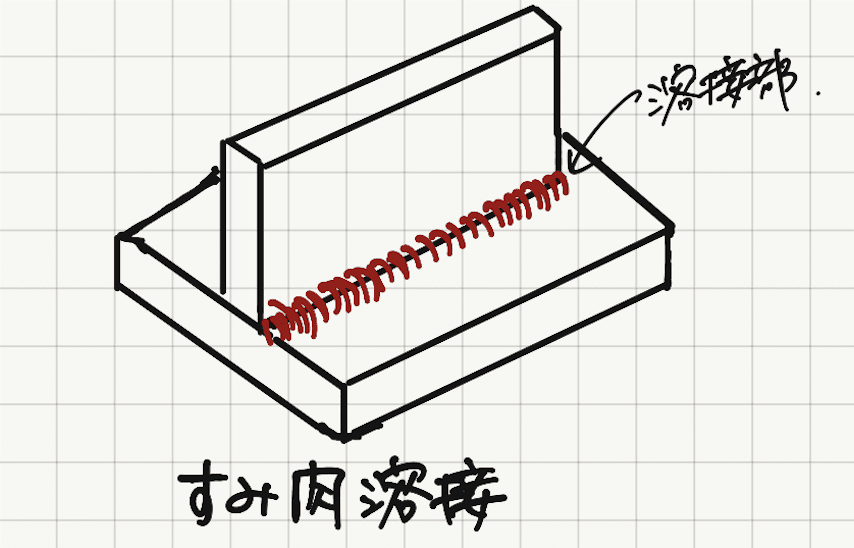
接合する部材が、ほぼ平行及び直交した2つの表面に対して、溶接断面が三角形になるような溶接のこと。
基本的に面取り程度で開先は取らないことが多い。
差込み溶接(SW)ソケットはすみ肉溶接となる。
【Tig溶接】差込み溶接(SW)ソケットのすみ肉溶接【コツと注意点】
差込み溶接(SW)ソケットにおけるすみ肉溶接のコツと注意点は以下の通り
・電流は高めで溶け込み不良を失くす
・トーチ角度は溶融池に対して立て気味で溶け込みを深くする
・初層は溶接棒を入れすぎない
・1層仕上げではなく必ず2層以上仕上げとする。
・配管とソケットに隙間(ギャップ)を設ける。
上記を写真と図解で深堀りしていこう。

まずは配管とソケット溶接部の黒皮をグラインダーなどで研磨し取り除く。
配管とソケットを研磨する理由はコチラ

配管を差込み溶接(SW)ソケットに底付けするまで差込み,配管とソケットの隙間を確保するためにマジックなどでマーキングする。
管の全長で隙間確保を確認する場合もあるし,マーキングと全長両方で確認する時もある。
今回は分かりやすくマジックでマーキングした。
配管とソケットに隙間(ギャップ)を設ける理由はコチラ

左右どちらかに配管を倒し隙間を確保する。
図面指定の隙間にセットする。
俺の工場では2mm又は配管厚みでセットすることが多い。

倒した方向とは逆の箇所(隙間を確保した方)に仮付けをする。
電流は高めでほぼ「なめ付け」するのが望ましい。
この時の配管仕様はSTPG370Sの20A sch80だったので,電流は180A程度で仮付けした。
Tig溶接の電流の決め方,なめ付けのメリット・デメリットはコチラ

仮付けした逆側で配管の平行度を確認し調整する。
配管とソケットの隙間が確保されていれば仮付けをする。

2点仮付け完了したら次は90°反転し,また2点仮付けする。
溶接中に熱で歪んだりするのを防ぐために,仮付けは合計4点する。

4点仮付けが終われば本溶接へ。
本溶接の電流も仮付け同様高めで溶接する。

1層目完了。
かなり食い込み気味で溶接した。
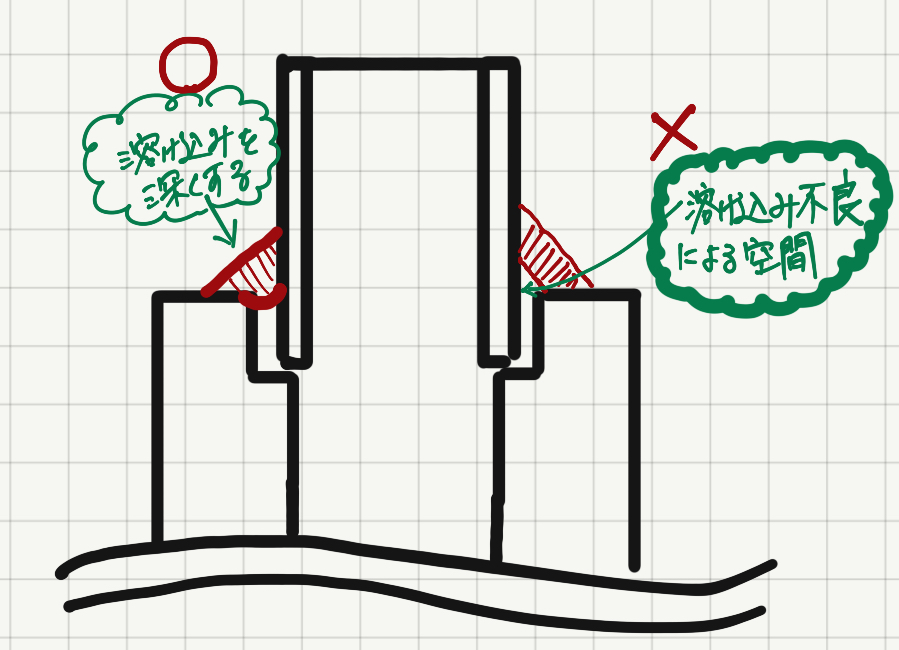
差込み溶接(SW)ソケットで一番怖い欠陥が溶け込み不良。
初層はなるべく溶接棒を入れずに「なめ付け」でもいいぐらい。
溶接棒を入れるなら棒径の細い1.2mmや1.6mmの溶接棒をチョンチョンと入れるようにしよう。
下記の図を見て欲しいが配管とソケットの間に空間ができるのが一番怖い。
なのでトーチを立てぎみにし,電流を高め溶け込みをなるべく深くする。
溶接を1層仕上げとしないのは,1層で仕上げようとすると溶接棒を多めに入れる必要があるから。
溶接棒を多めに入れるということは,どうしても溶け込みは甘くなる。
なので無理に1層で仕上げずにしっかりと2層仕上げとしたい。
※SUS配管など薄物で裏波が確認できる突合せ溶接は1層で仕上げることもある。
差込み溶接(SW)ソケットにおけるすみ肉溶接のコツと注意点の肝は1層目。
とにかく溶け込み重視で溶接することが大事。
アルゴンガスの流量も出し過ぎると空気を巻き込みブローホールの原因となるので注意。
アルゴンガスの基礎知識,流量の決め方はコチラ

1層目以降は突き合わせ溶接時の溶接と同じ。
アンダカット・オーバラップ・ブローホール・各積層部の溶け込みなどに注意して溶接する。
完璧な溶接を目指すならコチラ
溶接完了後は磨いて外観も良くしておこう。
仕上げのテクニックを学ぶならコチラ
すみ肉溶接時あると便利な道具
溶接用ポジショナー

溶接するなら必需品。
自分が動くことなく溶接スピードに合わせて台が回転するので効率がハンパなく上がる。
マツモト機械と言う会社が大手なので本格的に導入するなら一度検討してみては?
脚長ゲージ

すみ肉溶接は脚長の指定がある場合がほとんど。
溶接後確認するのにポケットにそっと忍ばせている。

スコヤ

配管の直角度を見るのに必須。
デジタル,水平器とかなんだかんだ言って15cmスコヤで見るのが一番楽。
歪みを確認する時も便利。
自動遮光面

仮付けする時にやっぱり便利。
パッパパッパと仮付け先行できる効率性は自動遮光面で爆上がりする。
一度使うともう戻れない。
自動遮光面の選び方の決定版はコチラ
ガスレンズ

溶接品質にこだわるならガスレンズにもこだわりたい。
大口径ガスレンズにするだけで,ビードの光りかたや溶接プールの見やすさなど驚くほど向上する。
まだ使ったことない人は使ってみては?
ガスレンズの違いを解説した記事はコチラ
【Tig溶接】差込み溶接(SW)ソケットのすみ肉溶接【コツと注意点】まとめ
すみ肉溶接は初層が大事。
溶け込み不良に注意し溶接すること。
便利な道具もあるので活用し溶接品質を上げよう!

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!