【Tig溶接】T-1P,C-2Pで裏波が凹む!現役溶接工が教える【6つの原因と対策】
Tig溶接のT-1P,C-2P試験で裏波が凹んで困った経験はないか?
裏波が凹む。
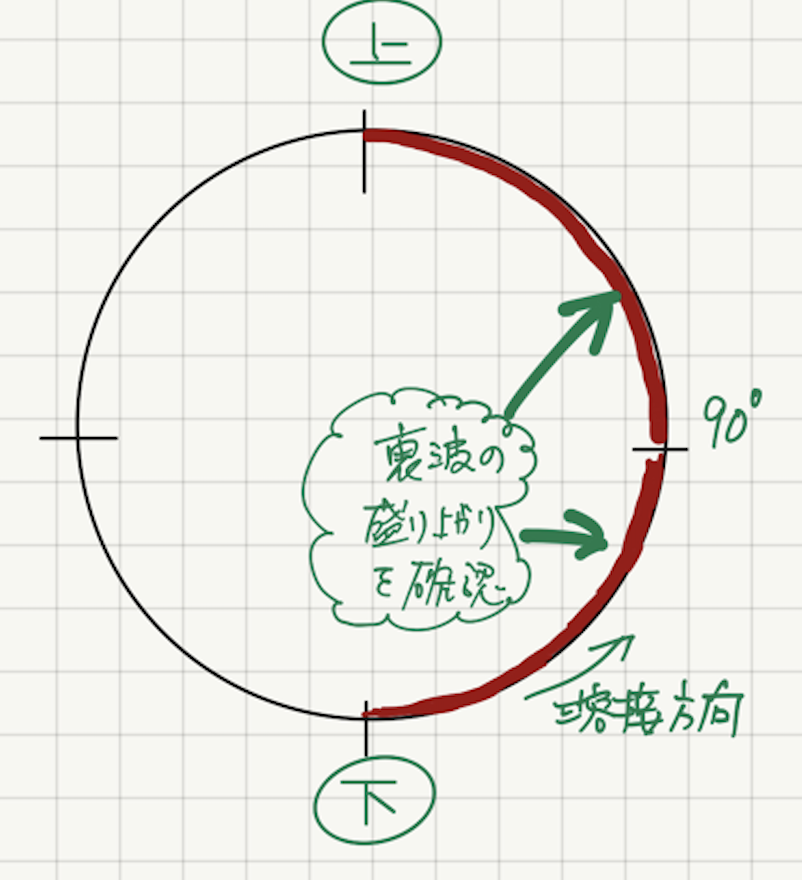
特に真下から横90°ぐらいまでが,凹みやすい。
など裏波が凹んでいると安心して試験に望めない。
それで今回は裏波が凹む原因と対策について記事を書くことにした。これからT-1P,C-2P試験を受ける方や裏波が凹んで困っている方は参考にしてほしい。
Tig溶接 T-1P,C-2P試験 裏波が凹む原因
T-1P,C-2Pで裏波が凹む原因は主に6つ。
大体この6点を見直せば裏波がカッコよく全姿勢ポコっとなるはず。
では,一つ一つ対策を紹介していこう。
T-1P,C-2P 裏波が凹む対策 1.電流が高すぎる
電流が高すぎると母材が溶け落ちてくるのが早い。なので裏波が凹む。逆に真下から横90°以外だと逆に出すぎになるはず。全周の裏波の出方を確認して電流を変えてやる。
横90°から真上までの裏波が出過ぎなら電流をちょっと下げてやるのがいい。
T-1P JIS溶接試験の溶接電流は詳しくは下記の記事を読んで欲しいが,

※C-2PのJIS溶接試験のやり方については執筆中。
電流が高すぎると溶接速度が早くなりすぎて溶け込み不良やアンダカットなどの溶接欠陥につながる。
なのでまずは電流の見直しをしてほしい。
T-1P,C-2P 裏波が凹む対策 2.溶接速度が早すぎるor遅すぎる
原則として全周,溶接速度は同じでなければならない。姿勢によって若干の違いはあるが大体は一緒な速度で溶接する。
溶接速度は電流と関係してくるので表現が難しいが見極めかたとしては,表層側のビードの色やビード幅によってある程度見分けることができる。
溶接速度が遅いと黒く酸化(焼けてしまう)したようなビードになるし,早すぎるとビード幅が細く安定していない。
T-1P,C-2P 裏波が凹む対策 3.アーク長が長すぎる
アーク長が長いとアークが集中せず溶け込みが浅く広くなる。
どんな溶接でも言えることだが,アーク長の長さは短れけば短いほどいい。これに例外はないはずだ。裏波を出すのに必死でアーク長どころではないかもしれないが,綺麗な裏波にはアーク長はすごく大事。
母材との距離を保つのは溶接姿勢が難しくなるほどやっかいだが一度体が覚えてしまえば無意識でアーク長を保てるようになる。
きっちりアーク長を意識して裏波を形成したい。
T-1P,C-2P 裏波が凹む対策 4.溶接棒の送り量が少ない
ルート間隔を空けたときに裏波が凹むことがあるのは溶接棒の送り量が少ない場合。ベテランになると裏波をどれだけ出すかは自由自在にできるようになる。裏波の出代調整はどうしてるのかというと溶接棒の送り量。
裏波を出したい場合には送り量を多くし,少なくしたい場合はその逆。
裏波を溶接棒の送り量で調整するにはかなりの練習が必要になるが,これが職人の世界。裏波の出代調整は数をこなすしかない。試行錯誤を続けてやっと辿り着ける。
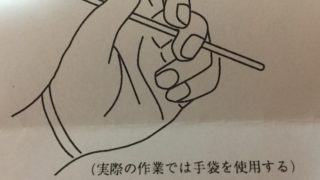
T-1P,C-2P 裏波が凹む対策 5.溶接棒を入れる角度が悪すぎる
溶接棒を入れる角度は真下から横90°の場合に特に意識してほしい。
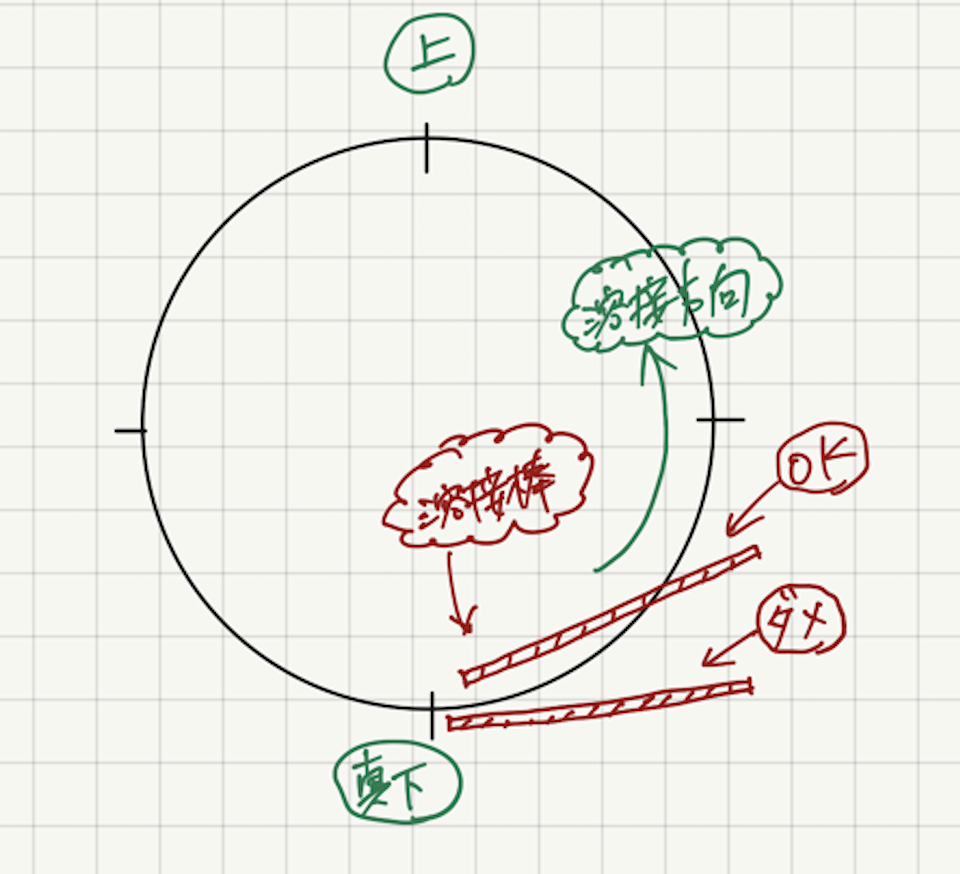
開先の隙間から溶接棒を入れる。開先を溶かす側に溶接棒を入れてやると裏波形成がすごく楽になるはず。外側から溶接棒を入れるとどうしても外側に溶接金属が融着してしまうので,裏波が凹みやすい。
溶接棒をプールに入れる角度を意識するだけで裏波の品質が一段階上がる。試したことがない人はぜひやってみてほしい。

T-1P,C-2P 裏波が凹む対策 6.黒皮を磨いていない
黒皮とは?とか磨く理由は下記の記事を参考にしてほしいが,

炭素鋼には黒皮という酸化被膜が配管についており,溶接する前は黒皮を磨いて落とさなければならない。
意外と配管の裏側は盲点なのか,溶接初心者に裏波が凹むと相談され見に行くと裏側の黒皮が磨いていないことが多い。基本的事項ではあるが忘れがちなのでしっかり黒皮は磨いて裏波溶接作業に入ろう。
まとめ
裏波が凹む原因は電流,溶接速度,アーク長,溶接棒の量,角度,黒皮磨きの6点。一つ一つ確認して完璧な裏波を形成しよう。裏波が綺麗な溶接工は腕がいい。トライアンドエラーを繰り返し高みを目指そう!

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!