Tig溶接 ローリングは現場では使えない!?「浮かし」が主流の理由。

Tig溶接 ローリングは現場では使わない。
現場ではローリングで溶接することはかなりレアケースだ。
ローリングを腱鞘炎になるまで練習して,
現場にいってみるとほとんどの職人がローリングをしていない。
愕然とした。
えっ!!ローリングしてないの??
びっくりするのと同時に工場と現場での違いにショックを受けた。
みんな「浮かし」でやっている。
「浮かし」とは?
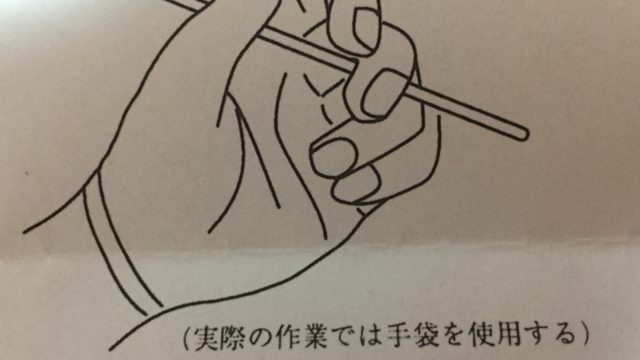
ローリングはノズルを母材につけるが,「浮かし」は
文字通りノズルを「浮かし」ながら溶接する。
難易度はローリングよりも高い。
アーク長が安定しないし,手もフリーなためブレる。
「浮かし」というと素人は「ストリンガー」と間違えるが,
「浮かし」と「ストリンガー」は全く別。
「浮かし」でウィービングも当然やる。
今回は現場で「浮かし」溶接が主流の理由を記事にしたいと思う。

工場と現場の違い。
工場では
・品物を動かせる。
・溶接順序を工夫できる。
・廻りに障害物がない。
・足場も安定している。
・溶接機も近くにあり電流調整が容易
・人が近くにいるため手を貸してもらいやすい。
現場は工場と真逆。
ほとんどが狭隘部の溶接でローリングみたいに手や体を
動かせないのが理由。
したくてもできないが正しい。
溶け込みの違い。
ローリングはトーチが斜めに向いてしまう。
これはどうしようもない。
「浮かし」はトーチ角度を自由に変えられる。
溶け込みを深くしたいならトーチを立てて溶接すればいい。
溶接欠陥のアンダカットやブローホールも入りづらい。
UT検査やRT検査は溶け込みが重要。
ローリングでもダメではないが俺は「浮かす」。
溶接スピードの違い。
これは断然違う。
仕上がりスピードが数をこなせば大きな差がつく。
すみ肉はローリングの方が早いが配管は「浮かし」の方が早い。
溶接棒をローリングに比べて多く挿入できるのも「浮かし」の利点。
現場では時間指定作業が多く,スピードも重要。
ローリングは不要なのか??
現場ではローリングしないが,
ローリングにも利点はある。
・ビードが美しい
・アーク長が安定する
・ビード幅が安定する
・一度覚えると簡単
俺がよく使ってるのは最終層だけローリング。
ビードを整えるために溶接棒は少なくして溶接する。
化粧。
客先もビードが綺麗だと溶接がうまいと勘違いする。
営業も大事なのでできるところはローリングでビードを整える。

まとめ
現場では,
・場所や品物の問題
・溶け込み量の違い
・スピードの違い
で「浮かし」が主流。
現場では「浮かし」
工場では「ローリング」
使い分けが必要。
ローリングは不要ではなく作業に合わせた溶接方法を身につける必要がある。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!