






【完全解説】合格率30%!N-2P JIS溶接試験のやり方 裏波溶接のコツ
N-2P JIS溶接試験で困っていないか?
被覆アーク溶接のJIS試験では
難易度が高い溶接試験。
N-2P。
合格率は約30%ぐらい。
裏波溶接がキモとなり,
失敗(不合格)も
「裏波溶接で失敗」がほとんどだろう。
俺はかれこれN-2Pの資格を
15年近くは維持してきている。

N-2Pは溶接工とすれば3年目ぐらいで
取得しときたい。
JIS溶接試験のN-2Pで困っている人の役に立ちたい。
そんな思いで今回の記事は執筆した。
俺の溶接条件や,
やり方を読んで参考にしてほしい。
N-2P 溶接試験材料

材質はSTPG370S
長さは125mm
開先角度は30°
ルート面は0.5mm
口径は150AのSch80
写真のような材料を突き合わせで溶接する。
試験材料作製時は両開先で
試験材を作ることをオススメする。
何回も練習する必要があるため
1回練習してポイでは,
もったいない。
材料費と練習効率を
考えて練習材料も作ろう。

N-2P 溶接試験の条件
ルート間隔
ルート間隔は,
2.5mm〜3.0mm程度。
パイプ溶接の場合,仮付け時に
ルート間隔がずれることが多い。
N-2FやN-2Vなどと違って,
N-2Pのルート間隔は許容値が大きい。
溶接工の腕が問われる試験。
どんなルート間隔でも裏波を出せる
練習が必要。
ルート面
ルート面は,
0.5mm程度。
溶け込み重視でルート面は
薄くとる。
グラインダーでなめる程度。
電流
1層目 98A〜115A 短絡電流
2層目 120A 短絡電流
3層目 115A 短絡電流
初層のみ電流をルート間隔によって
調整する必要がある。
溶接棒
1層目 LB-52u 3.2φ
2層目 LB-47 3.2φ
3層目 LB-47 3.2φ
N-2P 溶接試験片仮付けのコツと注意点
いろんな記事で書いてることだけど,
仮付けは命。
溶接はほとんど仮付けの時点で終わっている。
特にN-2Pの溶接試験はルート間隔で
裏波の出しやすさがすごく変わる。
仮付けだけの練習を何回も必要なぐらい
仮付けは重要。
まずは仮付け前の段取り。

しっかり黒皮やサビを落とす。
仮付け位置のマーキングも行う。
仮付け位置は下記を参考にしてほしい。
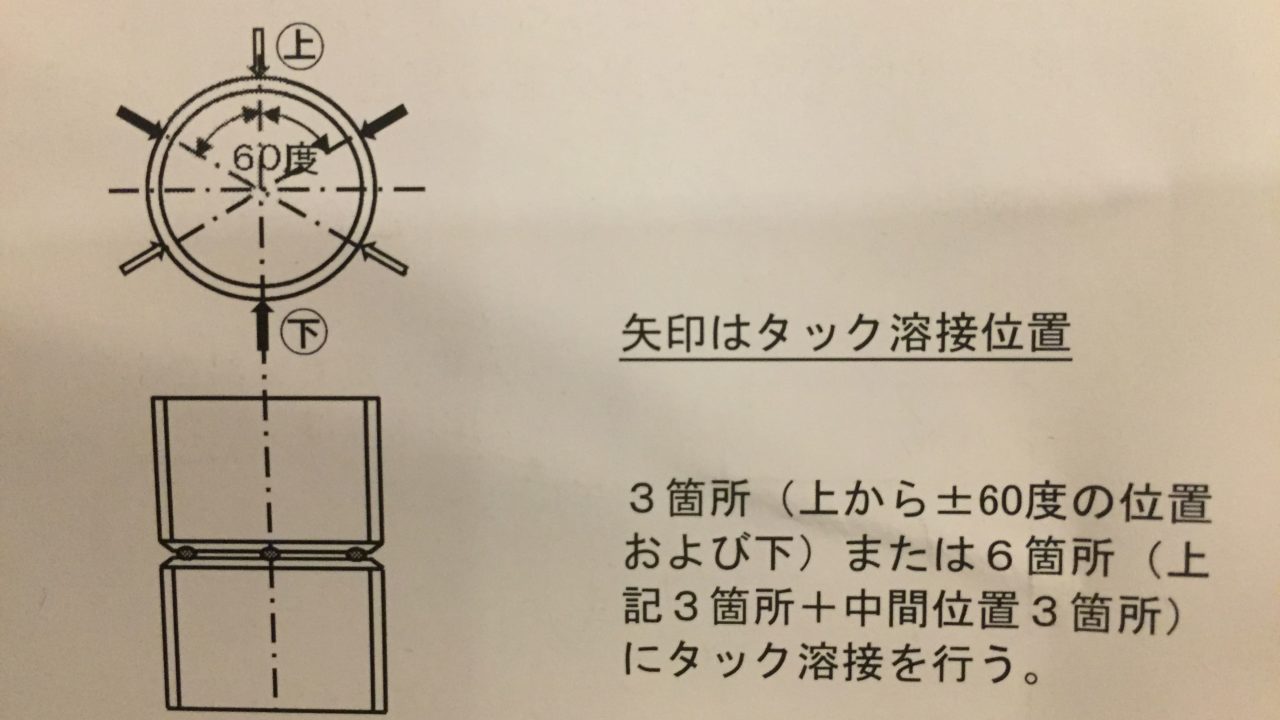
6箇所仮付けを行う。

仮付けは管の内側より行う。
初めての人は管の外から
仮付けしようとするが,
見た目も汚い上にスパッタも開先につく。
管の内側から仮付けするようにしよう。
仮付けの位置および順序。
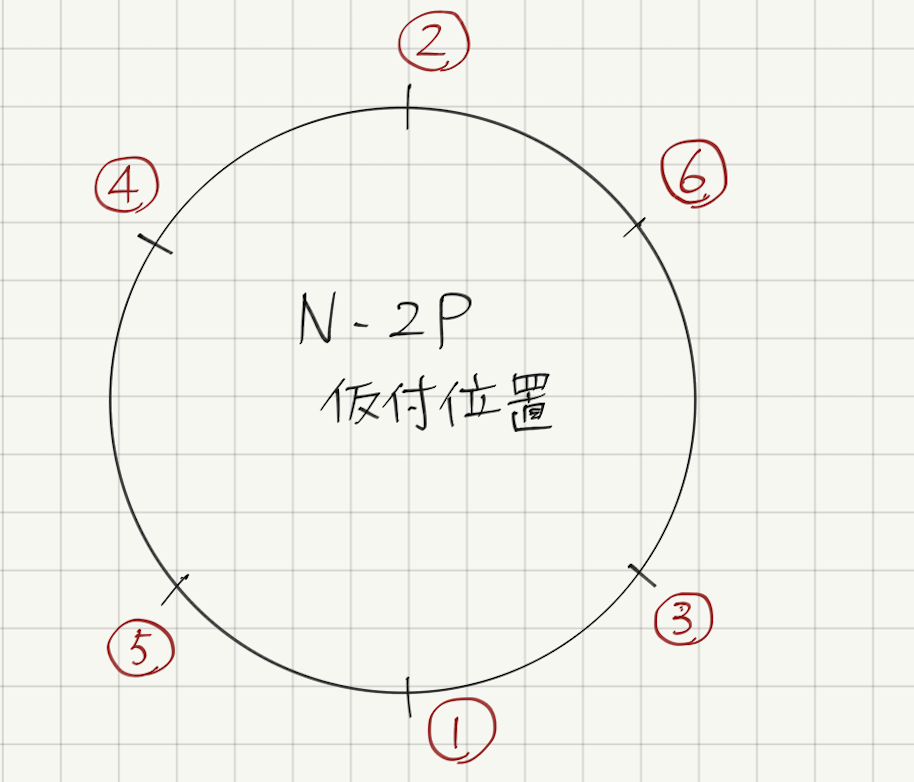
真下から仮付けし,ルート間隔を見ながら
仮付けしていく。
①〜順序通り仮付けしていくとやりやすい。

内側より仮付け状況。

管の外側仮付け状況。
ルート間隔を計測。
2.5mm〜3.0mmに入ってることを確認。
仮付け終了したら試験官に刻印を打刻してもらう。
各都道府県の溶接協会によって違うかもしれないので,
しっかり試験前の説明を聞いて欲しい。
刻印を忘れたり自分の勝手な解釈で試験を行うと失格となるので注意。
仮付け時のコツと注意点
・6箇所仮付けするがルート間隔を見ながら仮付けする順番を考える
・管の内側から仮付けする。
・管と管の目違いがおきないようにする。
・仮付けはイルミナイト系の溶接棒(B-14,B-17)でする。
(低水素系溶接棒はアークスタートが難しいため)
・3.0mmぐらいのライナーがあれば挟んで仮付けする。
(仮付け時に縮む分を考慮する)
・仮付けはしっかりと溶接する。電流は短絡電流で120A程度。
N-2P 試験材のセットと溶接位置
試験管材のセット位置を間違う人が多い。
試験会場であせらないためにも
しっかり確認してほしい。
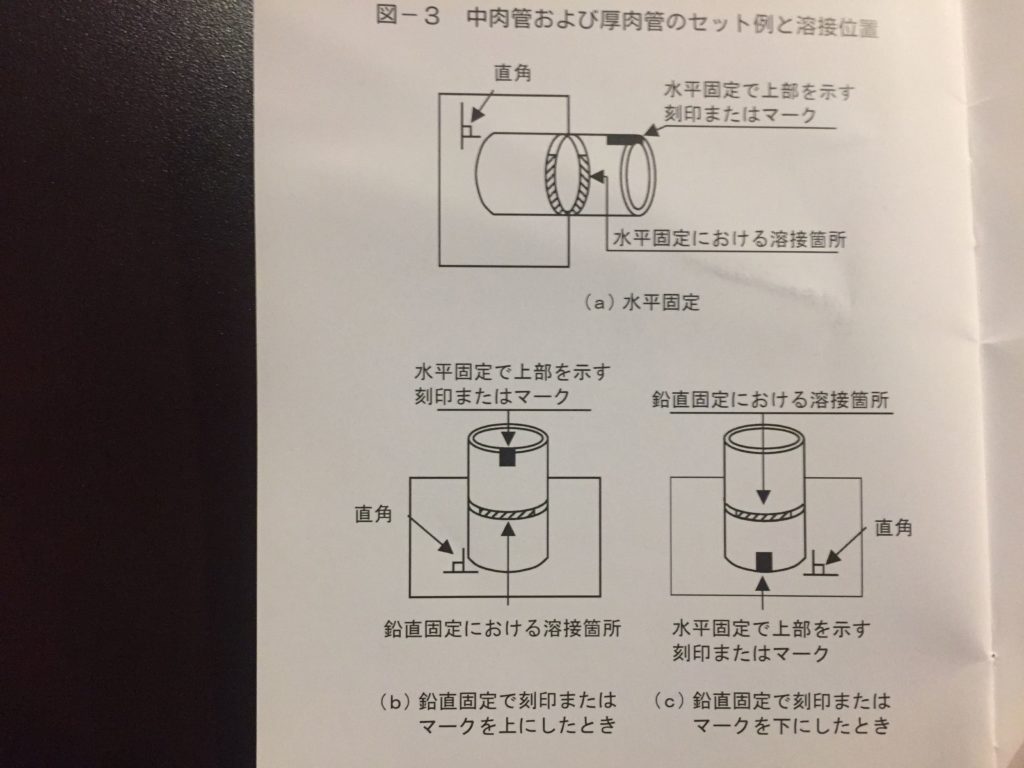
まずは水平固定と鉛直固定の違いを把握する。
仮付け後に刻印を打刻してもらうが
試験中に試験官に見えやすくするために
刻印位置を図のように合わせ試験材をセットする。
もしわからない場合は試験官に遠慮なく
質問しよう。
セットが間違うと全てが台無しになるので
注意して欲しい。
N-2P 1層目 裏波溶接のコツ
N-2Pの裏波溶接は,
真下からの箇所がかなり難しい。
真下からの裏波溶接のコツは
溶接棒を押し込む感じで溶接すること!
アーク長は極力短く!
光と音が一定になるように溶接棒の角度を維持する!
N-2FやN-2Vを受験した人なら
わかるだろうが,裏波溶接は
光と音で判断する。
N-2Pも同じでどんな体勢でも
光と音はすごく重要。
光と音を意識して溶接できるように
なれば試験合格確率はグッとあがる。
あと注意して欲しいのは,
初層裏波溶接は溶接順序を
考えた方がいい。
なぜか?
裏曲げ試験箇所は3箇所あり,
表曲げ試験の裏波は曲げ試験時には削る。
(表曲げ試験箇所の裏波は重要ではない)
なので最初は表曲げ試験の箇所で
電流や感覚を掴むことができる。
最初表曲げ試験の箇所を溶接し,
次に裏曲げ試験の箇所を溶接することによって
体や心の準備ができる。
俺の溶接順序は
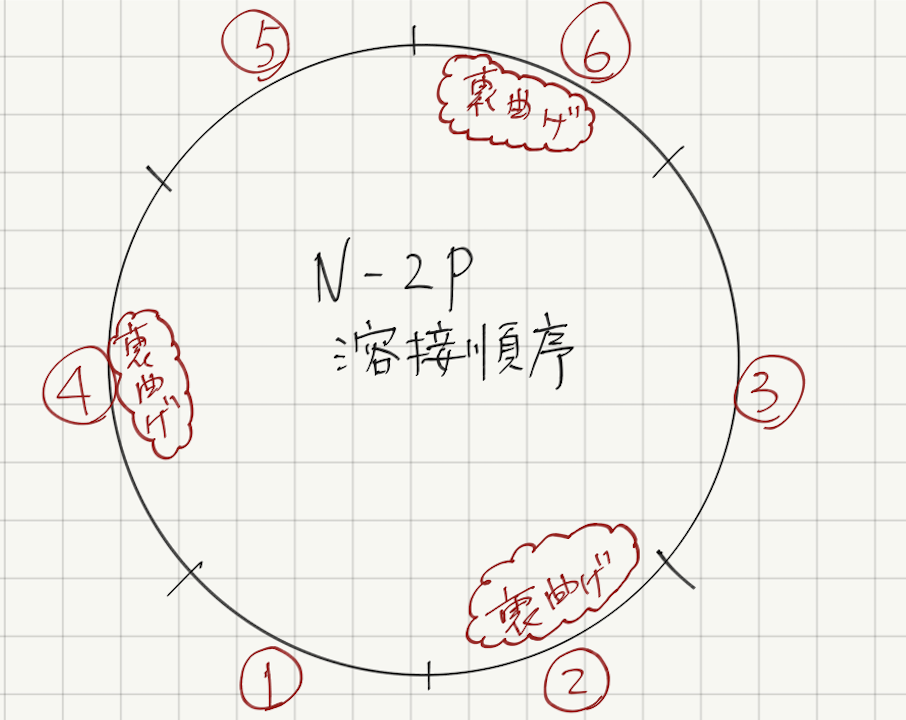
裏曲げ試験箇所の前に表曲げ試験箇所
を溶接することで体を慣らしたり電流を調整する。


真下からの裏波溶接。

ルート間隔を確認し電流を調整。
2.5mmぐらいなので100Aに調整。


水平固定溶接(縦向き溶接)の初層は,
これで完了。
次は鉛直溶接(横向き溶接)。
鉛直溶接に入る前にルート間隔の確認。

3mm近くあったルート間隔も
鉛直溶接(横向き溶接)を行うときには,
0.7mm〜1.0mm近く縮まり
ルート間隔は約2.0mm。
電流を115Aまであげる。
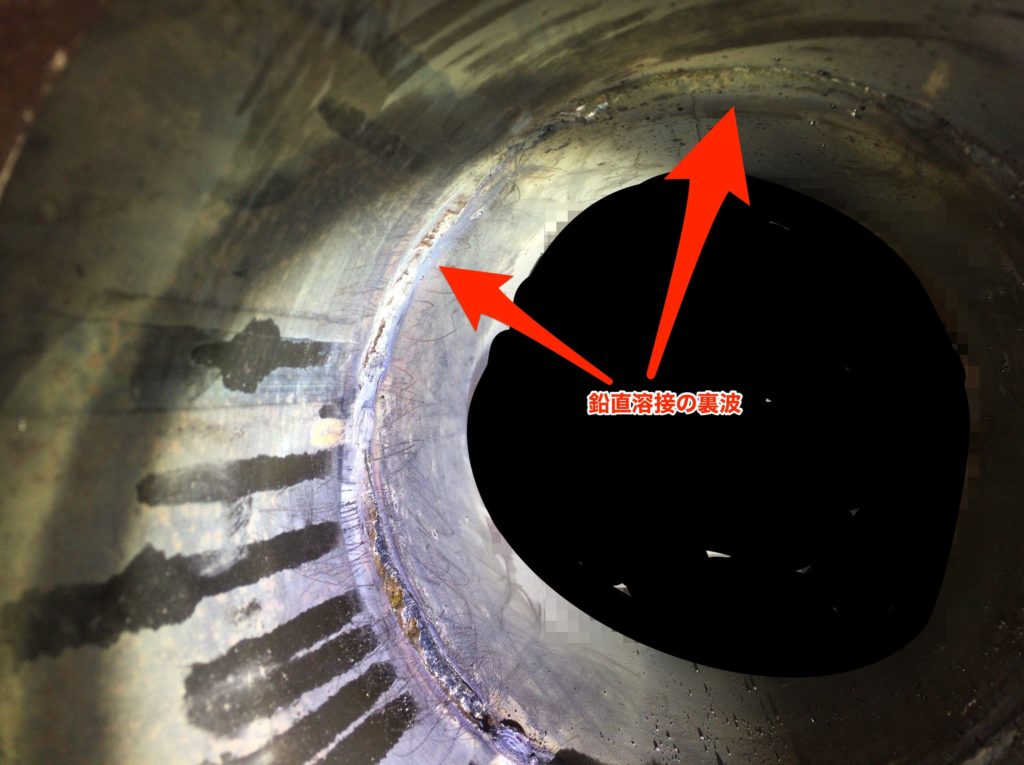
これで初層は全て完了。
1層目裏波溶接のコツと注意点
・真下からの裏波溶接はかなり難しい
・溶接棒を押し込む
・アーク長を短くする
・光と音を意識する
・溶接順序を考える
・ルート間隔を確認しながら電流を調整する
N-2P溶接試験 2層目
N-2FやN-2V同様,
2層目は中間層となる。
しっかり開先を溶かし
仕上げ層前の下地をつくる。
できれば0.5mm程度管面より
下がった位置まで溶接し仕上げたい。

いい感じに下地ができた。
次は鉛直溶接(横向き溶接)

とりあえずOK。
2層目のコツと注意点はN-2Vと同じ。
・しっかりと両端で止まる。
・開先を消してしまわないようにウィービング幅を調整する。
・1層目のスラグを綺麗に清掃する。
・クレータ処理をしっかりと行う。
・ビード形状はなるべく平にする。
・電流はできるだけ高くする。
2層目は3層目に影響するのでなるべく平らに仕上げたい。
いかに最終層にむけてやりやすいビードを作るか?が
最終層が綺麗に見えるコツ。
N-2P溶接試験 3層目 最終層
3層目は最終層。
電流を5A程度落として外観重視で仕上げたい。
3層目のコツと注意点
・しっかりと両端で止まる。
・ウィービングでしっかりと開先を溶かす。
・2層目のスラグを綺麗に清掃する。
・クレータ処理をしっかりと行う。
・リズムよくビードの波をそろえることを意識する。
・溶接終了後には自分で外観検査をする。
2層目のコツと注意点と似ている。
ここまできたらビードの形状を整えて提出するのみ。
肩の力を抜いて仕上げよう。
一番怖いのはアンダカット。
しっかり両端では止まりアンダカット防止につとめる。
溶接終了後には自分で外観検査をしよう。
・ビードの表面
・ビードの幅や高さ
・始端と終端(クレータ)の状況
・アンダカット,オーバーラップの有無



水平溶接仕上げ。

鉛直溶接仕上げ1パス前。
写真を撮るのを忘れたので仕上がり1歩手前。

学科試験について
N-2Pは専門級だ。
N-2Pを受験する人は基本級を取得しているので
学科試験は免除される。
N-2Fと同時に受験するなら学科試験は必要。
N-2Fを受ける際にはこの本で勉強すれば
ほぼ合格するだろう。
巻末の過去の試験問題を1回〜2回程度やれば問題ない。
ほぼ同じ問題なので問題なく合格できるだろう。


ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!









初めましてアライです。今度N-2Pの試験を受けようと思っているのですが、試験片の開先加工はどのようにしてるのですか教えて頂けけませんか?
工場加工ならいくらぐらい費用がかかるのかも教えて頂ければありがたいです。
コメントありがとうございます!N-2Pの開先加工ですが旋盤があるので自分で加工しています。加工業者に依頼すると片側3,500円前後で加工費がかかったと思います。もし説明が足りなければ補足しますので遠慮なくコメント欄に書き込んでください!!
はじめまして。色々な溶接工の方のブログの中で、断トツに解りやすくタメになります。時間がある時で構いませんので、Nー2Hの完全解説をお願い出来ませんでしょうか?横向きの資料が少なすぎて、手詰まり状態であります…。
コメントありがとうございます!
N-2Hですね!了解しました。
たしかにネット情報少ないですよね…。
11月中にはアップできると思いますので参考にしていただけたら嬉しいです。
またいつでもコメントください!
よろしくお願いします。
ご丁寧な返信、ありがとうございます。いずれはPも受験したいので、これからも引き続き参考にさせていただきますね!基礎知識や技術的な部分でも、改めて考えさせられる記事が多々ありまして、本当に勉強になるブログです。よろしくお願いいたします(´・ω・`)
返信ありがとうございます!
N-2Pを取得する際にはぜひこのブログを参考にしてください!
自分なりにアレンジし,やりやすい方法を探すのも上達のポイントです。
溶接は「溶けていればOK」です。
焦らずじっくりと腕を磨き,後輩を育ててください。
日本の溶接技術は世界一です。
お互い楽しんで溶接ライフを送りましょう!
初めまして
SN-2P を受けようと思ってます
半自動溶接です。全然情報がなくて困っています
ワイヤー ルート 開先 等の情報があればいただきたいです
コメントありがとうございます。
SN-2P(半自動)に関しては,経験が全くありません。
溶接仕事は現場の狭隘部が多いので,基本,被覆アーク溶接かTig溶接なのです。
お役に立てなくて大変申し訳ありません。
初めまして
いつもこのブログで勉強させてもらっています。
今度n-2pの試験を受けるのですが、2層目、3層目の棒繋ぎは試験片を避けて繋いだ方が良いでしょうか?
棒はlb-52の3.2×350mmです。
よろしくお願いいたします。
はじめまして,こんにちは!
コメントありがとうございます。
棒繋ぎは試験片の位置は避けるのがベストですが,無理な場合もありますよね。
LBはバックステップ命なので,しっかりバックステップして繋げばOKです。
スラグだけかまないように注意してくださいね。
あとは溶接棒は乾燥させてフラックス剥がれないように慎重に扱ってください。