【Tig,被覆アーク共通】多層盛り溶接6つの注意点。溶接欠陥と積層方法。

多層盛り溶接の注意点。溶接欠陥と積層方法。
多層盛り溶接は,
注意しなければならないことが沢山ある。
1層だけの溶接よりは欠陥が入りやすく気が抜けない。
溶接初心者の頃は,
何も考えず多層盛り溶接をしていたが,
知れば知るほど怖くなってくる。
溶接欠陥を出すと欠陥を補修しなければならない。
しかし,
多層盛り溶接は深さと幅があるため
補修するにも時間がかかるし,欠陥場所もわかりずらい。
欠陥をださないのが一番だが,
欠陥の発生する場所や原因を知ることで,
補修箇所を見つけやすいし補修溶接しやすい。
今回は,
多層盛り溶接における注意点と
積層方法について記事にしたい。
多層盛り溶接の注意点 ①融合不良
多層盛り溶接で一番多い欠陥。
多層盛り溶接は層間に融合不良の欠陥が入りやすい。
融合不良とは?
溶接境界面が互いに十分溶け合っていないこと。
母材と溶着金属,あるいは,溶着金属同士が部分的に溶け合わずに隙間が生じた状態。
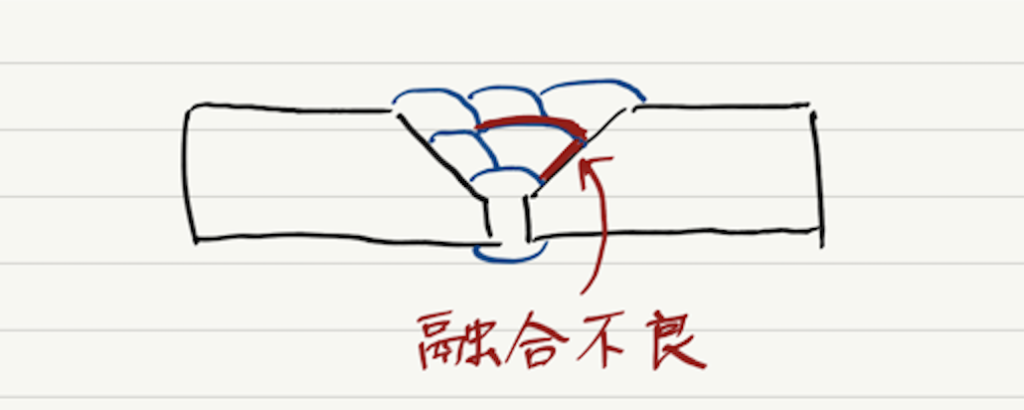
多層盛り溶接では層状の欠陥が多いため,
現場ではバウムクーヘンとかラミネーションとかも
融合不良の意味として使う。
融合不良の原因
・溶接電流が低すぎた(入熱量が少ない)
・溶融金属が先行し溶融池の邪魔をした
・ウィービングの幅を振りすぎ
・トーチ角度が悪い
・積層方法が悪い
・アーク長が長すぎる
・前パスのビードの形が悪すぎる
・スラグや不純物の巻き込み
原因は多岐にわたる。
基本的な溶接を知らないと
多層盛り溶接は融合不良を発生させやすい。
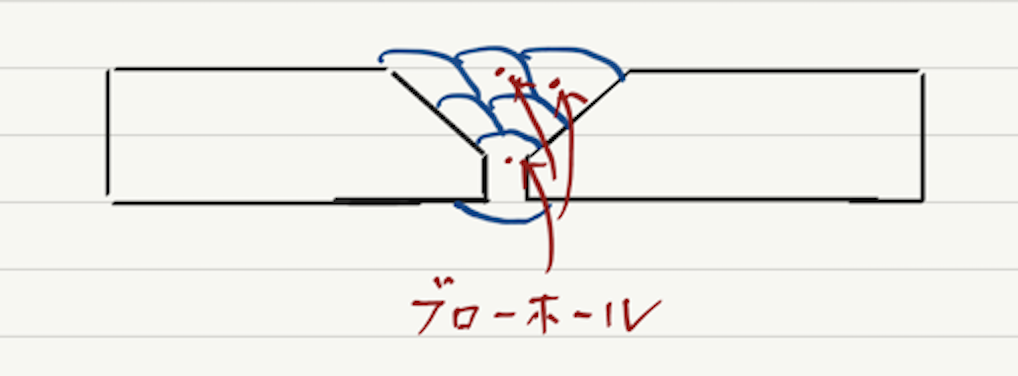
多層盛り溶接の注意点 ②ブローホール
ブローホールも多層盛り溶接で多い欠陥。
熟練工でもブローホールには悩まされる。
ブローホールとは?
溶接金属内で発生したガスもしくは侵入したガスが凝固時に大気中へ放出されず,溶接金属内に閉じ込められて生じる。
ブローホールは
原因不明のときもあり溶接工泣かせの欠陥だ。
小さい気泡のため
グラインダーで削っていっても欠陥の場所も
わかりずらいため補修がやりずらい。
レントゲン検査(RT)では
深さがわかりずらく手探りで削っていく。
俺も何回もブローホールには泣かされている。
ブローホールの原因
・開先に付着した不純物
・溶接棒の不純物
・シールド不良
・母材の炭素と酸素の反応
・トーチ角度
・アーク長が長すぎる
水分やちょっとしたサビ,
塗料などもブローホールの原因となるため
ガスバーナーであぶって水分や
塗料を飛ばしたりもする。
多層盛り溶接の注意点 ③入熱量
多層盛り溶接は溶接前に
何層で溶接するか?
何パスで溶接するか?
を決めなければならない。
それによって入熱量が変わってくるからだ。
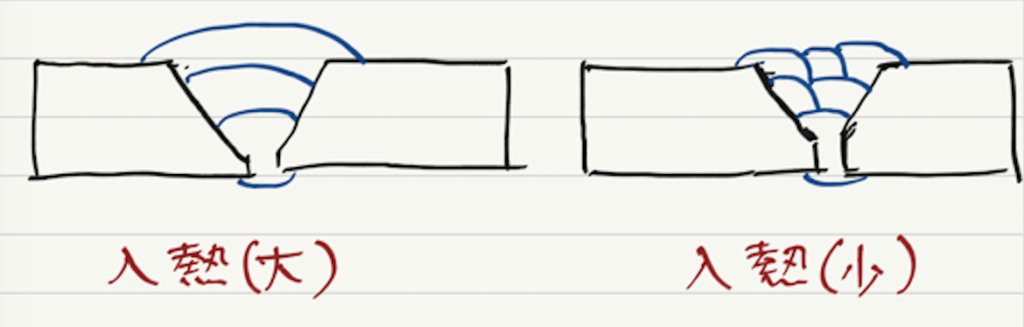
同じ材料厚みの場合は大きいビードだと入熱量は多く,
小さいビードでパス数を増やした方が入熱量は少なくなる。
変形量も小さいビードでパス数を増やした方が少なくなる。
入熱量は適正な範囲で小さいほど良好な機械的性質が得られる。
衝撃値が増し,引っ張り強さも強くなる。
しかし入熱が小さすぎると融合不良になるため
適正な入熱が重要。
多層盛り溶接をする場合は,入熱量の管理も必要になってくる。
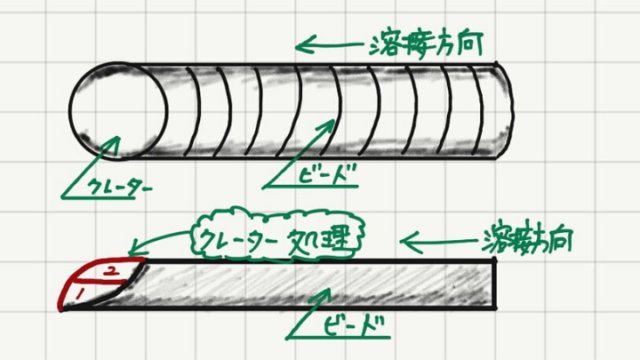
多層盛り溶接の注意点 ④クレータ位置の集中を避ける
多層盛り溶接では,
溶接の始点と終点がいつも同じ箇所になりやすい。
特にパイプの溶接では必ず上と下に始点と終点がくる。
クレータは割れが入りやすく欠陥となりやすいので,
欠陥を探しやすくする意味でもクレータ位置は集中させたくない。
現場でよくある溶接方法として階段状にビードを仕上げる方法。
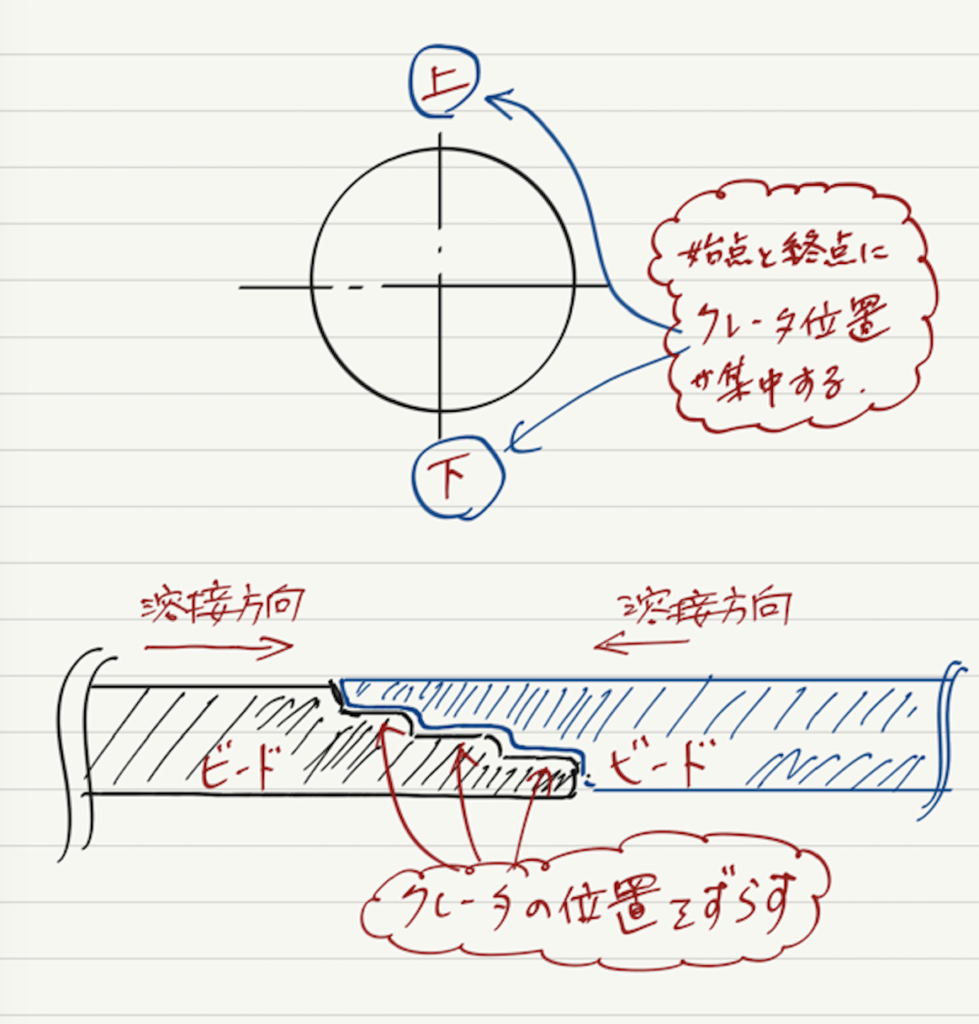
この図は上でビードをつなぐ場合だが下も同じ要領。
ちょっとずつクレータ位置をずらす。
特にステンレスや合金鋼は
クレータ割れが入りやすいので注意が必要だ。
多層盛り溶接の注意点 ⑤タングステン巻き込み
Tig溶接限定の欠陥だがタングステンが溶接中に
溶融池(プール)と接触した場合は必ずグラインダーで
その場所を削り落とす必要がある。
タングステンはレントゲン(RT)検査に映り込むからだ。
しかし巻き込んだタングステンを
グラインダーで削って探してもほぼわからない。
多層盛り溶接は材料の厚みがあるため削るのも大変だし
時間がかかるため,タングステンが溶融池と接触してしまったら
その場で削ってしまった方がいい。
多層盛り溶接の注意点 ⑥積層方法
多層盛り溶接は,
積層方法を間違えると融合不良につながる。
特に注意して欲しいのが,
横向き多層盛り溶接。
縦向きや下向きの積層方法は間違えずらいが,
横向き多層盛り溶接は間違えやすい。
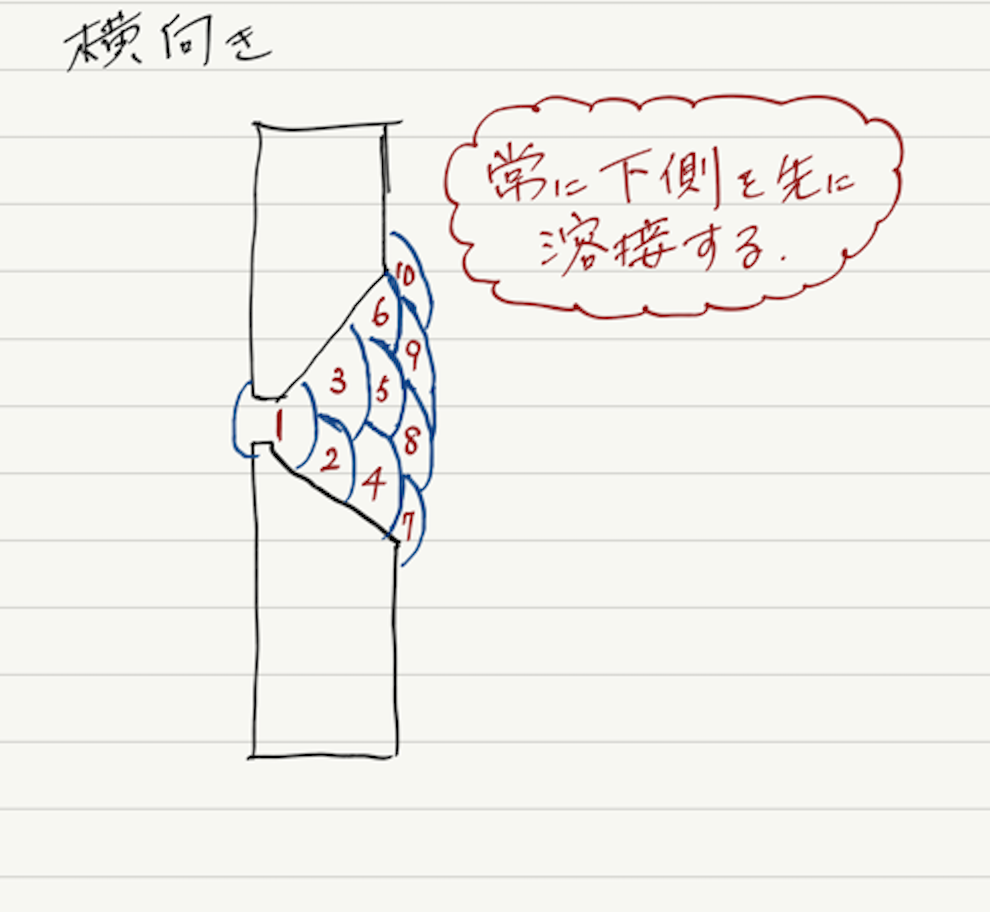
常に下側の開先を意識して先に溶接する。
理由は上側を先に溶接すると
ビードが垂れて開先にかぶってしまい
融合不良になる恐れがあるから。
まとめ
多層盛り溶接は溶接欠陥が発生しやすい。
以下のことに注意する必要がある。
・融合不良
・ブローホール
・入熱量
・クレータ位置
・タングステン巻き込み
・積層方法
多層盛り溶接をすることによって発生する
溶接欠陥を知ることで,補修にもつながるので
このブログを参考にしてほしい。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!