【裏波溶接とは?】溶接工が適切な量や状態を解説【Tig,被覆アーク溶接共通】
裏波溶接とは?
そもそも裏波溶接とは?何を言うのか?どういう状態が適正な状態なのか?溶接を始めたばかりのころは疑問だらけ。その疑問に応えるべくこの記事を書いてみようと思った。
では裏波について見ていこう。
裏波溶接とは?
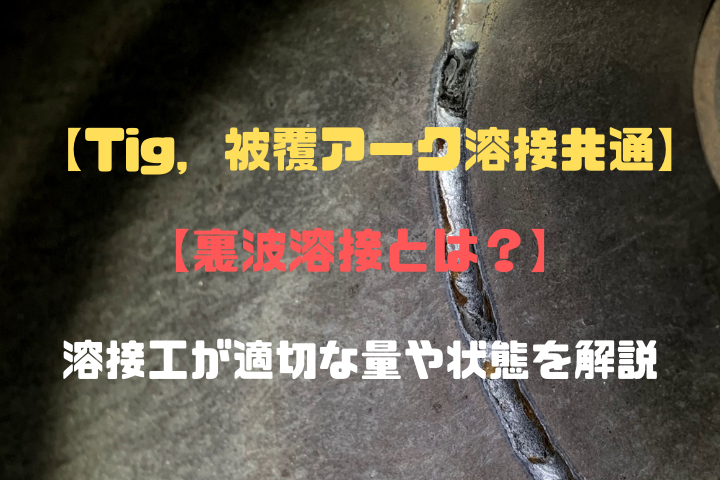
裏波溶接はパイプ(配管)の場合で言えば,外からの溶接によって、パイプの内面も溶かし込み、裏側からも溶接を施したように溶接ビードを出す溶接方法。 完全溶け込み突き合わせ溶接とも言う。裏波溶接によって、完全溶込みとなった健全な溶接継手は、一般的に母材並の強度が期待でき、各種強度部材に適用できる。
こんな感じ。パイプの外から溶接して内側も一緒に溶接する。

当然溶接しながら裏側は完全には見えないので,技術的には難しい。コツと経験がいる溶接技術。JIS溶接試験も不合格原因の半数以上が裏波溶接失敗によるもの。
ではどういう状態が適切な裏波の状態なのか?裏波の出代量は?解説していこう。
裏波の適切な量や状態とは?
1.0.2mm〜1mm程度,ほんのり管内面よりプラスであること

裏波が凹んでいるのは,外観上,強度上でも問題がある。凹み具合にもよるが適切な状態と言われると「ほんのりとプラス」がいい状態。裏波が出過ぎても配管を通る流体や蒸気に乱気流が起こりあまりよろしくない。
2.開先溶け残りがない
開先の溶け残りがないこと。ルート間隔が狭すぎると溶け残りが起こりやすい。目視で確認できれば補修もできるが,やっかいなのは見た目ではわからないとき。「いい裏波」と「溶け残りある裏波」は紙一重の差。溶接電流やルート間隔,開先角度….などかなり精査して溶接しなければならない。
3.溶接棒溶け残りがない(突き抜け残棒)
持っての他。問題外。溶接棒を入れすぎると溶接棒が溶けてなくて裏波にそのまま残る。突き抜け残棒とか残棒とか現場で言う。これが裏波にあると絶対に補修しなければならない。配管内に残すと異物となり将来不具合を生じさせるかもしれないので注意してほしい。
4.0.5mm以上凹んでないこと
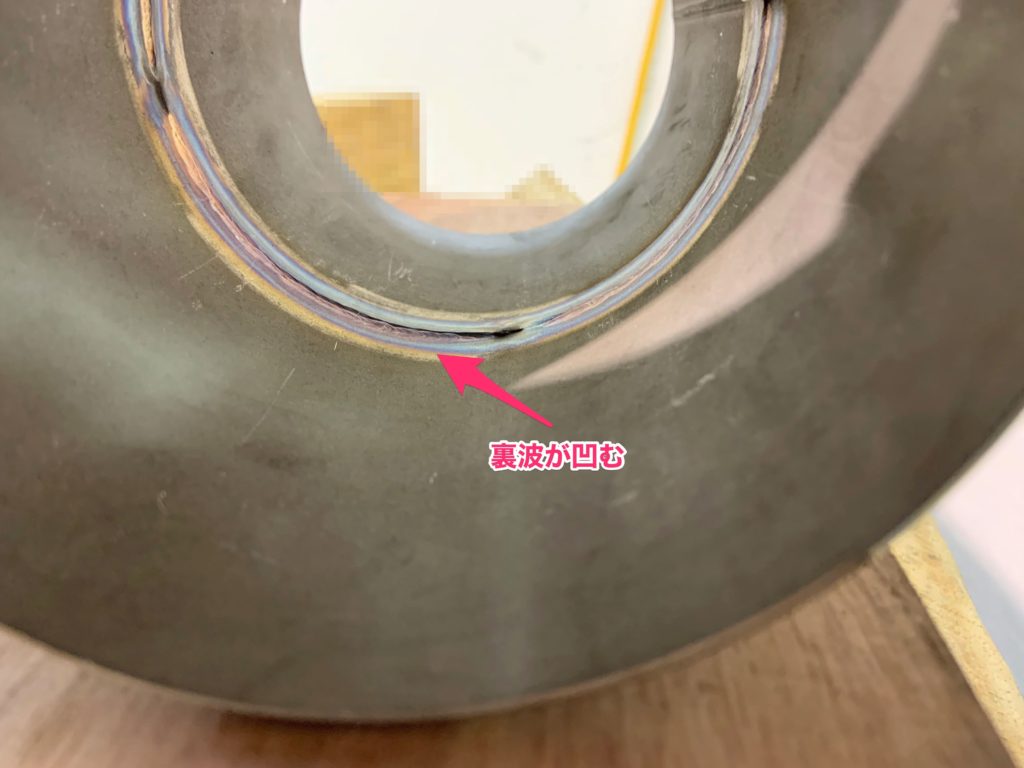
裏波が凹んでいると溶接の設計断面積が取れず強度が落ちる。凹みで乱流が起きる。外観は非常に悪い。といいことがあまりない。
5.全周つながっていること
当然なことだが,裏波溶接ということは完全溶け込み突き合わせ溶接のこと。つながっていないと完全溶け込みとは言わない。仮付けの部分とか棒継の部分は特に注意して溶接する必要がある。
6.裏波がつらら状態になっていないこと

断続的なつらら状態はかなり外観上悪い。現場では鍾乳洞とかつららという現場用語で呼ばれる。適正な裏波とは到底言えない。
7.割れがないこと
1クロや2クロ,9クロとか高クロームの溶接となると裏波が割れることがある。しっかりとクレータを逃し余熱や熱入れをしっかりとやる必要がある。裏波は溶接後は確認できないので細心の注意が必要。
8.なるべく凸凹になっていないこと
凸凹している裏波は溶接技術が足りていない。安定して溶接棒を挿入することができない時に起こる。
9.酸化していないこと 花が咲いていないこと
ステンレス配管でバックシールを入れ忘れた時に起こる裏波の酸化。現場用語では花が咲くと言う。溶接を完全にやりおなさないと,どうしようもないのでこれだけは避けたい。

10.穴が空いていないこと (ピット)
まれに気流の関係でブローホールやピットが発生することがある。溶接中に「ん??」って感じで違和感はあるのだが微妙すぎてわかりづらい。ちょっとでも違和感を感じたら溶接を止めて裏波の確認をすることをオススメする。
裏波溶接をやりやすい溶接方法とは?
裏波溶接をやりやすい溶接方法とは?
これはもう断然にTig溶接。現場では初層をTig溶接で溶接し裏波をしっかり形成してから2層目以降はミグやマグ,被覆アーク溶接などで溶接することが多い。裏波形成のしやすさはTig溶接の右に出る溶接方法はない。

アークが柔らかく溶接スピードも自由自在。デメリットは溶接速度が遅すぎることなのでそれは他の溶接方法でカバーする。
裏波が欲しければTig溶接一択。
裏波溶接を極めるには?
ずばり言おう
数をこなす!
試行錯誤を繰り返し一つ一つ検証していく。
一番手っ取り早い方法がとにかくやってみること。行動が一番大事。電流や溶接棒の角度トーチの角度。いつのまにか鼻歌まじりで裏波溶接できるようになっている。心配しなくても誰でもできる。このなんの取り柄もない底辺溶接工の俺でもできるんだから。
まとめ
裏波溶接とは?完全溶け込みに必要な溶接技法。表側から裏側の溶接をするので技術が必要。数をこなし,しっかりと自分のものにすることによって自分の価値を高めよう!

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!