【Tig溶接】「なめ付け(共付け)溶接」の使い分け メリット・デメリット
Tig溶接 「なめ付け(共付け)溶接」とは?
そもそも,「なめ付け(共付け)溶接」って何?溶接棒を入れる時と入れない時の使い分けは?メリットは?デメリットは?俺が溶接初心者のころは何も理解しないまま言われた通りに作業していた。今回は,「なめ付け(共付け)溶接」に関する疑問を解決するため記事を書こうと思った。
では,「なめ付け(共付け)溶接」について見ていこう。
【Tig溶接】「なめ付け(共付け)溶接」とは?
母材同士の金属を溶かしながら溶接する方法のこと。主にTig溶接やガス溶接などで溶接棒を使わないで溶接する方法を「なめ付け(共付け)溶接」と言う。材料同士がピッタリくっついているか,ルート間隔はかなり狭く設定されている。
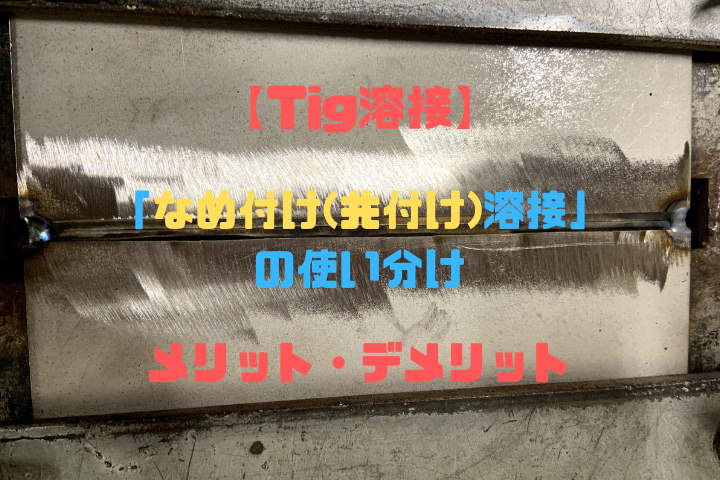
こんな感じ。

これはJIS溶接試験のTN-Fの時の写真。ルート間隔はゼロ。材料同士をピッタリくっつけて溶接棒なしで,「なめ付け(共付け)溶接」をする。
では,どういう時に「なめ付け(共付け)溶接」をするのか?メリット・デメリットは?を解説していこう。
【Tig溶接】「なめ付け(共付け)溶接」の使い分けは?
【Tig溶接】は大きく分けると2種類の溶接方法がある
- 「なめ付け(共付け)溶接」で溶接棒を入れない場合
- 溶接棒を入れる場合
細く分けるともっとパルス溶接とかスポット溶接とか色々あるのだが,大きく分けると溶接棒を入れるか入れないかで分けることができる。
「なめ付け(共付け)溶接」で溶接棒を入れない場合
- ステンレスの薄板(0.5mm〜3mm程度まで)
- 材料同士の隙間がない場合(ルート間隔ゼロ)
基本的にステンレスの薄板しか「なめ付け(共付け)溶接」はしない。鉄やアルミでもできるといえばできるのだが,俺はステンレスに限定して「なめ付け(共付け)溶接」をしている。
溶接棒を入れる場合
- 材料同士に隙間がある場合(ルート間隔が設定されている)
- のど厚や余盛りが欲しい場合
- 材料の厚さがある場合
溶接の職種にもよるとは思う。溶接棒を入れるということは母材以外の不純物を入れてしまうリスクも負うことにもなる。NASAなどに商品を納めている日本の会社で全て「なめ付け(共付け)溶接」で施工するとんでもない技術を持った職人がテレビで紹介されていた。

俺はそこまでシビアな溶接はしていないので①,②,③の理由で溶接棒を入れる。
【Tig溶接】なめ付け(共付け)溶接のメリット・デメリット
物事には必ず表と裏が存在する。なめ付け(共付け)溶接にもメリット・デメリットが存在するので,まずはメリットから見ていこう。
なめ付け(共付け)溶接のメリット
裏波形成が簡単
ルート間隔が設定されている裏波溶接はかなり熟練を要する技術。それが材料同士をピッタリくっつける「なめ付け(共付け)溶接」にはルート間隔の設定がない。材料同士を溶かしながら溶接するので裏波形成が容易にできる。
溶接棒を入れないということは,片手でトーチだけ持って材料を溶かすだけ。溶かすことに専念できるので集中できるし,溶接棒の角度や入れ方などの溶接条件が少なくなる。比較的に裏波溶接が簡単にできる。
仮付けが簡単
厳密に言えば簡単ではないのだが,ルート間隔がある溶接の仮付けに比べれば簡単。材料同士の平行度にもよるがピッタリくっつければいいだけなので合わせるのは楽にできる。
バックシールガスが漏れにくい
ステンレスでは裏波形成をする時にバックシールガスを配管内部に満たしてから溶接するのだが,そのガスがルート間隔がない「なめ付け(共付け)溶接」は漏れずらい。
ルート間隔ある配管溶接の場合,ルート隙間部にテープ等を貼ってガスが漏れるのを防ぐ。テープが溶接熱で剥がれたり,テープを貼るのを忘れたりするので「なめ付け(共付け)溶接」のメリットは大きい。

2度なめができる
「なめ付け(共付け)溶接」は溶接棒を入れないので溶接金属が盛り上がらない。なので気に入らないところは後からでも,もう一度「なめ付け(共付け)溶接」ができる。溶接棒を入れるとグラインダーで削る手間が増える。
なめ付け(共付け)溶接のデメリット
薄い板しかできない
なめ付け(共付け)溶接は薄板しかできない。厚みがある材料はどうしても開先隙間を埋めるために溶接棒を入れる必要がある。
裏波が溶接中に見えない
材料同士がピッタリくっついているので裏波が確認できない。裏波は形成しやすいが経験を積んだ溶接工は溶接中に裏波を確認しながら溶接するので,「なめ付け(共付け)溶接」はしないでルート間隔を開ける職人が多い。
目違いができやすい
目違いとは,材料が食い違うこと。材料同士をピッタリくっつけるので材料の精度が必要になる。材料の精度が出ていないまま「なめ付け(共付け)溶接」すると,目違いが起こり変形や溶け込み不良が起きる。
裏波が凹みやすい
溶接棒を入れないため裏波の出代調整がしずらい。特に配管の真下からの溶接には注意が必要。重力で裏波が凹むのでしっかりと適正な溶接速度を身に着ける必要がある。
まとめ
「なめ付け(共付け)溶接」はTig溶接の溶接方法で,ステンレスの薄板に使うことが多い。メリット・デメリットがあるので溶接前に検討してほしい。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!