






【タップ溶接とは?】溶接工が「タックとの違い,溶接記号,注意点,英語表記」を解説
【タップ溶接とは?】溶接工が「タックとの違い,溶接記号,注意点,英語表記」を解説
溶接法の種類には色々な種類がある。
・タップ溶接
・タック溶接
・スポット溶接
など。
上記の溶接用語の意味を理解して使っている人は現場でも驚くほど少ない。
なので正しい溶接用語を広め,ちょっとでも現場作業の役に立てたらいいと思い記事にすることにした。
間違いやすい溶接法の用語の種類をまとめると以下の通り
| 意味 | 溶接記号 | 英語 | |
| タップ溶接 | 断続本溶接(すみ肉) | あり | intermittent fillet weld |
| タック溶接 | 仮止め(固定,保持など) | なし | tack welding |
| スポット溶接 | 点溶接(板と板など) | あり | Spot welding |
注意して欲しいのは,JIS Z 3001(溶接用語)によるとタック溶接・スポット(点)溶接は溶接用語として登録があるのだが,タップ溶接はない点。
間違いやすいタップ溶接とタック溶接の違いは,あくまでもタック溶接は仮止め溶接で本溶接ではないということを理解し,それ以外はタップ溶接又は断続すみ肉溶接と覚えた方が良さそう。
また職場や現場によっては混同して使っているところ,タップ溶接があってタック溶接しか用語として使わないところ(又はその逆)など様々なので疑問に思ったら職場内・現場内で言葉の意味を確認をしたほうが作業ミスが減らせる。
上記のタップ溶接・タック溶接・スポット溶接について深堀りしていくので興味があれば最後まで読んでみてほしい。
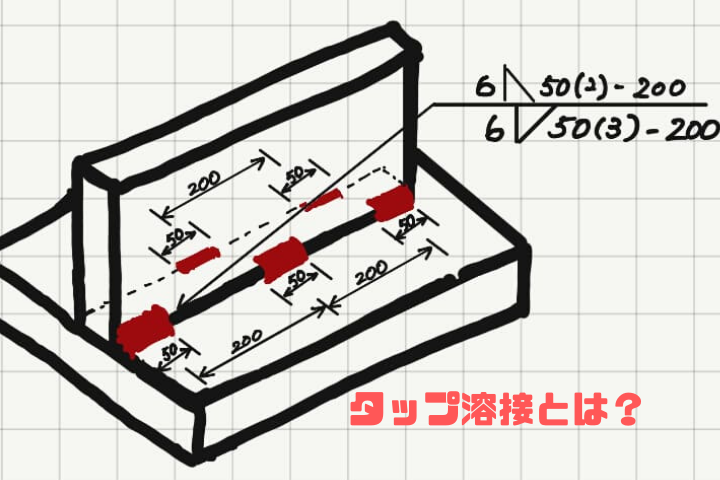
タップ溶接とは?別名「断続すみ肉溶接」
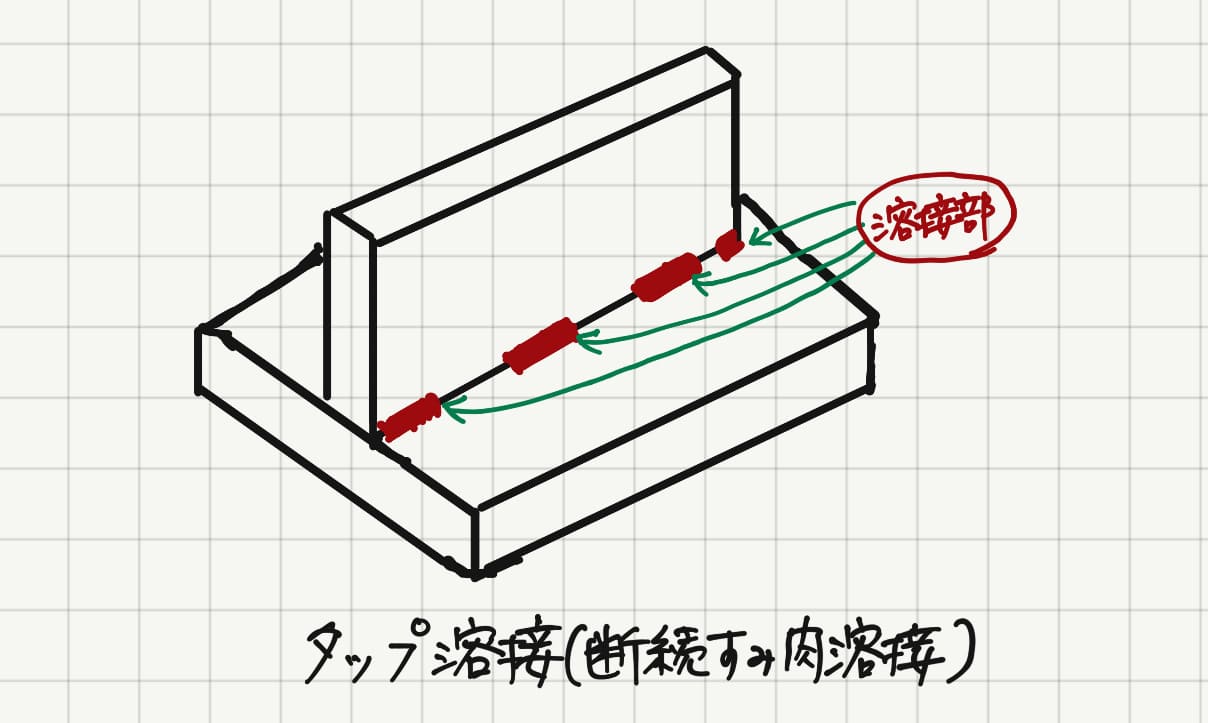
タップ溶接は別名「断続すみ肉溶接」とも呼ばれる。
金属同士(配管や鋼板など)を断続的に溶接でつなぐ溶接方法。
上記の図をみると分かりやすく理解出来るはず。
強度やシール性が必要ないものには手間・コストを抑える意味でタップ溶接を用いる。
歪みも少なくすみ,製品の精度も出やすい。
タップ溶接は本溶接なので,そのままの状態で製品となる。


了解!
すみ肉溶接についての記事はコチラ
タップ溶接とタック溶接の違いとは?
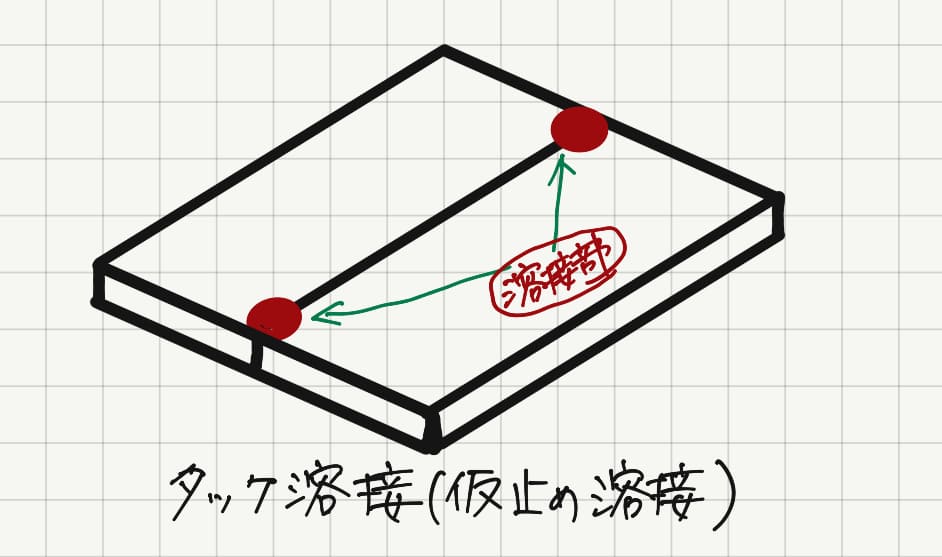
タック溶接は別名「仮止め溶接」とも呼ばれる。
記事冒頭で書いた通りで下記が主な違いとなる。
間違いやすい溶接法の用語の種類をまとめると以下の通り
| 意味 | 溶接記号 | 英語 | |
| タップ溶接 | 断続本溶接(すみ肉) | あり | intermittent fillet weld |
| タック溶接 | 仮止め(固定,保持など) | なし | tack welding |
| スポット溶接 | 点溶接(板と板など) | あり | Spot welding |
ここで重要なのはタック溶接とは仮止めこと。
溶接する部材を所定の位置に固定するため,本溶接に先立って要所を短いビードで何箇所かを溶接するのがタック溶接。
タップ溶接はそのまま製品になるが,タック溶接はあとで上から本溶接をする場合もあるし,タック溶接を削り落としその上から本溶接をする場合がある。
あくまでも「仮止め」ということを頭において,本溶接に影響のないようにタック溶接を施工する必要がある。
タップ溶接の溶接記号とは?
まずはタップ溶接の溶接記号と実形を見てほしい。
並列断続すみ肉溶接の溶接記号と実形
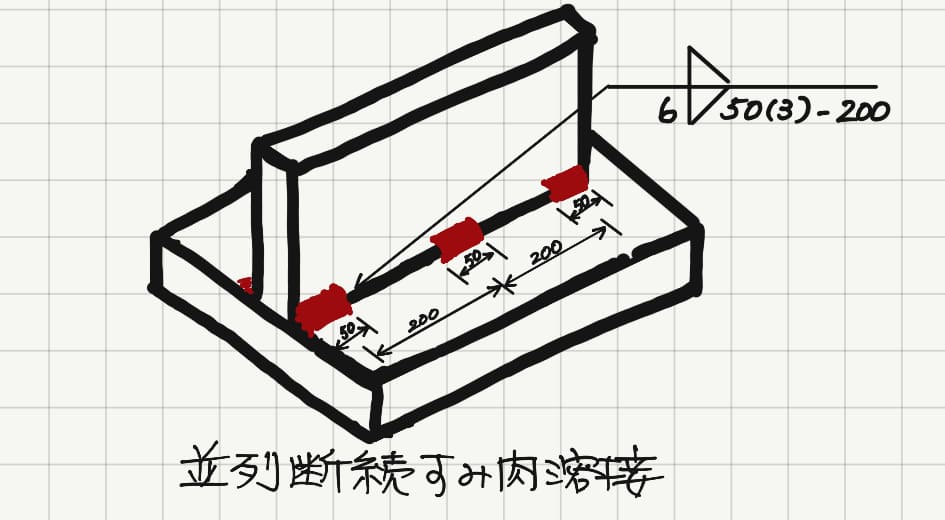
溶接記号の説明
脚長:6mm
溶接長さ:50mm
溶接数:3箇所
溶接ピッチ:200mm
溶接部材に罫書線を入れ目安をつけ図面指定タップ溶接を施工する。
間違いやすい溶接ピッチは溶接部の中心からとること。
千鳥断続すみ肉溶接の溶接記号と実形
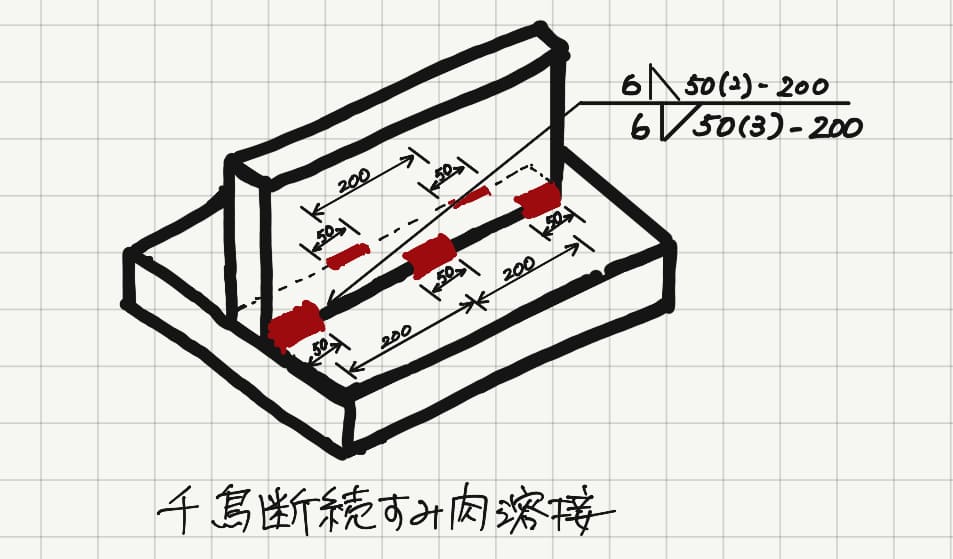
溶接記号の説明
脚長:6mm(手前側・奥側共に)
溶接長さ:50mm(手前側・奥側共に)
溶接数:手前側3箇所,奥側2箇所
溶接ピッチ:200mm
溶接記号の下側に書いてあるのが手前側ということを覚えておけば間違う心配はない。
溶接記号の基本
下記に基本的な溶接記号を載せておくので参考にしてほしい。
溶接記号・寸法の記載方法
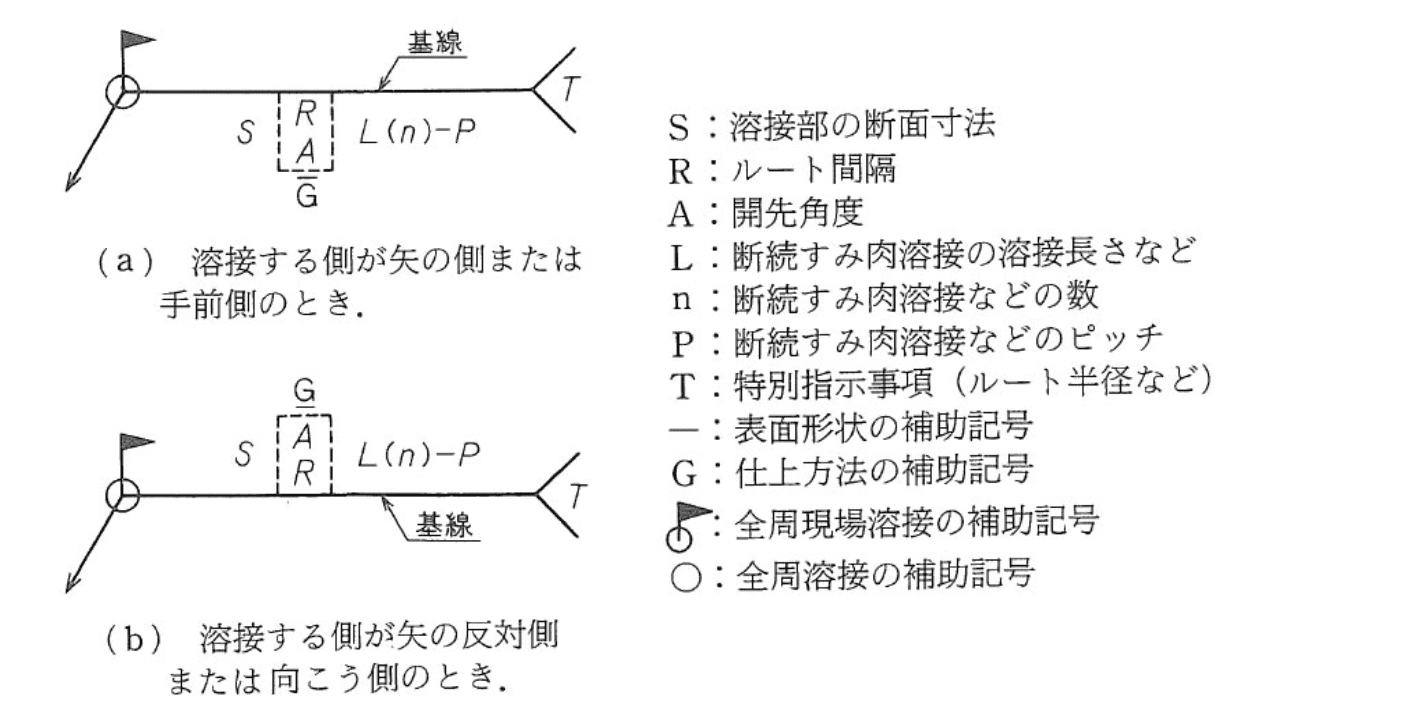
溶接部記号

タップ溶接施工上の注意点とは?
タップ溶接を行う上で注意してほしい点は3つ。
- タップ溶接の長さとピッチ
- タップ溶接を行う位置【端・角には注意】
- タップ溶接の溶接棒と溶接工
上記の注意点3つ。
一つ一つ解説していこう。
タップ溶接の長さとピッチ
タップ溶接は作業の速さの面だけ見ると,溶接長さは短く,溶接ピッチも粗い方が良いと思えるが,始点終点に欠陥の発生や,歪み,強度,急冷による割れなどを考える必要がある。
一応溶接歴25年の経験上,目安となるタップ溶接の長さとピッチの表を載せておくので参考にしてほしい。
| 板厚 | ビード長さ | 溶接ピッチ |
| 3.2t | 20mm〜50mm | 150mm〜200mm |
| 4.5t〜22t | 30mm〜50mm | 200mm〜300mm程度 |
| 25t以上 | 50mm | 300mm程度 |
歪みや強度に影響してくるので基本的に図面指示を守って溶接してほしい。
俺の経験上は上記の寸法が多かったので参考にしてほしい。
ここで知ってほしいのは闇雲にタップ溶接の長さや数,ピッチは決まっていないということ。
タップ溶接を行う位置【端・角には注意】
部材の端や角など応力が集中する場所へのタップ溶接は慎重に溶接すること。
溶け込みが悪いとそこから破断したり,熱の入れ方が悪いと歪みがひどくなったりする。
タップ溶接は端・角には充分注意して溶接してほしい。
特に分厚い部材の場合,予熱をいれないとすぐに割れるので注意。
タップ溶接の溶接棒と溶接工
タップ溶接は本溶接なので連続溶接と同じ溶接棒を使うこと。
引っ付いてればいいとか,断続溶接だからといって溶接棒を低グレードの溶接棒に変更しないこと。
また,溶接工も初心者ではなく断続溶接の難しさが分かっているベテランの溶接工を作業に当てた方がいい。
タップ溶接は,意外と割れや歪みが起こりやすい。
簡単そうに見えるがテクニックが欲しいのがタップ溶接。
タップ溶接の英語表記とは?
タップ溶接という英語はなく(あるのかもしれないが…)断続すみ肉溶接という意味での,英語表記となる。
| タップ溶接 | intermittent fillet weld(インターミテント・フィレット・ウェルド) |
| タック溶接 | tack welding(タック・ウェルド) |
| スポット溶接 | Spot welding(スポット・ウェルディング) |
図面で外国製の製品を製作する時や参考にする時に注釈で書いてあること多い単語。
fillet weld=すみ肉溶接と覚えておけば結構使えるので覚えておいて欲しい。
失敗談:タップ,タック,スポット,点付け,仮付け断続,仮止めとか←ややこしいわ!!
結局ウダウダ言っても現場は親方の気分次第で変わる。
溶接工になりたての頃は,
とか,
とか,
とか,
ややこしいわ!!
親方以外の人でも呼び方違うし統一してほしいわ…。
と思っていたが結局呼び方はどうでもよくて(いいんかい…),大事なのは溶接用語の意味を理解する力,図面を読み解く力,製品の仕上がりイメージ,最終検査方法などを把握すること。
そうすれば自然とタップなのかタックなのかということよりも,指示者がどうして欲しいか?が分かる。
溶接用語の意味や使い方を知ることは溶接技術を体得すること同様,プロの溶接工として一歩進むことになると記事を書いて思った次第。
タップ溶接とは?まとめ
タップ溶接=「断続すみ肉溶接」
タック溶接=「仮止め溶接」
現場によってはタック・タップ逆の意味で使われることもある。
間違いやすいので作業前に言葉の意味を確認すること。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!











文中、用語解説の記述で誤っている所がありました。
「注意して欲しいのは,JIS Z 3001(溶接用語)によるとタック溶接・スポット(点)溶接は溶接用語として登録があるのだが,タップ溶接はない点。」※「タップ」と「タック」は逆ではないでしょうか。
ご指摘ありがとうございます!
タップ溶接がJISを探しても見つからないのですが,表記ページを教えていただけませんか??
ちなみにタック溶接はZ 3001-1:2018 11704に表記されており「仮付け溶接」と定義されています。
どちらも登録されているなら文章を削除しますのでご教授願います。