






Tig溶接4つのデメリット。

物事には必ず裏表がある。
いいことばかりじゃなく物事には,
必ず悪いこともセットで存在する。
Tig溶接にもいい点と悪い点が存在し,
用途によって使い分けることが必要。
今回はTig溶接のデメリットについて記事にしようと思う。
Tig溶接とは?
Tig溶接は1930年にアメリカで発明された。
実際に実用化されたのは1940年頃と言われている。
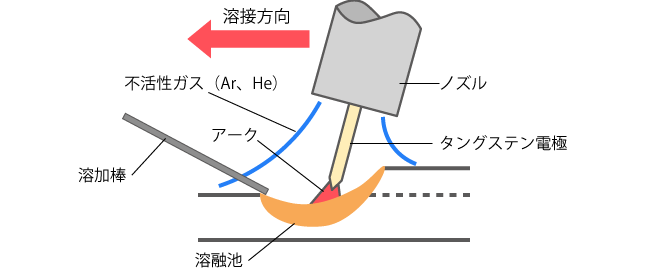
TIG溶接(ティグようせつ)とは、電気を用いたアーク溶接方法の一種である。TIGは、Tungsten Inert Gasの略で、タングステン-不活性ガス溶接の意であり、電極棒に消耗しない材料のタングステンを使用して、別の溶加材(溶接棒)をアーク中で溶融して溶接する方式である。国際的には、Gas Tungsten Arc Welding、略してGTAWまたはGTA溶接と呼ばれ、この呼び名の場合はプラズマ溶接も含まれる。
現在のTig溶接の形になって,
まだ80年ほどしかたっていない。
Tig溶接のデメリット その1。
1.風に弱い。
Tig溶接には風が大敵。
ちょっとした風でもシールドガスの
アルゴンが飛ぶ。
対策としては
・風除けの養生をする。
・アルゴン流量を増やす。
・大容量ガスレンズに変更する。

根本的な解決策はない。
とにかく風のない状態を作り出す必要があるため
屋外の現場では苦労する。
Tig溶接のデメリット その2。
2.溶接速度が遅い
Tig溶接の溶接速度は,
ほとんど他の溶接方法に負ける。
対策としては,
・電流を上げる。
これしかない。
効率優先の作業や数勝負の作業には,
Tig溶接は向かない。
速度が早い溶接は
・半自動溶接ー炭酸ガス(MIG,MAG,CO2)
・被覆アーク溶接
最近では現場でも半自動溶接が多くなってきた。
Tig溶接のデメリット その3。
3.アルゴンが高い。
7㎥のアルゴンボンベは約1万円。
それが大体2日程で無くなる。
1ヶ月にすれば約15万円。
これはデカイ。
バックシールが必要ならかなりの量が必要になる。
対策としては
・アルゴンの流量を適切な量にする。
・取引先との交渉。
これも根本的な解決策はない。
アルゴンは高いことは,
作業者全員に周知する必要がある。
Tig溶接のデメリット その4。
4.技術習得に時間がかかる。
Tig溶接は「ローリング」「浮かし」
「溶接棒の送り方」など習得する必要がある
技術が多い。


練習するにしてもアルゴンが高いため
潤沢に練習させてくれる企業は少ないと思う。

対策としては,
・イメージトレーニング
・練習効率を上げる
かなり習得時間に個人差がある溶接法だと思う。
熟練が必要で,
これからの時代かなり貴重な存在になるかもしれない。
まとめ
Tig溶接のデメリット
・風に弱い
・溶接速度が遅い
・アルゴンが高い
・技術習得に時間がかかる
これを上回るメリットが存在しないかぎり
溶接法としてTig溶接は選択しないほうがいい。
Tig溶接のメリットはたくさんあるため
別の機会に記事にしたいと思う。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!













