溶接の予熱【意味・基準・温度・方法・英語】まとめ【サルでもわかる】
溶接の予熱【意味・基準・温度・方法・英語】まとめ【サルでもわかる】

溶接の予熱について知りたいです。
溶接工なので,大まかな理論が知れればOKです。
なるべく簡単に教えて欲しい。

溶接の予熱はよく現場や工場でやるけど,調べたら意外と知らないことだらけだったよ。
サルでもわかるように,簡単にまとめたので読んでみて!
本記事の内容は以下の通り
- 溶接の予熱について【意味・基準・温度・方法・英語】がわかる
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格はJIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するにベテラン溶接工で溶接の専門家。
本記事は,溶接の予熱について【意味・基準・温度・方法・英語】をサルでもわかるようにまとめた記事。
※後輩に聞かれ,自分でも良くわかっていなかった予熱について調べまとめた。大まかな理論を知りたい方,現場でサッと予熱について知りたい方は,ぜひブックマークをしてもらえると幸いです。
溶接の予熱とは?

そもそも「溶接の予熱」とは,JIS溶接用語に定義されており,下記の通り。
溶接又は熱切断に先立って行う母材の加熱
ーJIS溶接用語より引用
要するに,母材のウォームアップ。
マラソン選手などが行う「ストレッチ」みたいなもんと覚えておけばいい。
溶接部を予熱する意味【主に低温割れ防止】

溶接部を予熱する意味としては,下記の通り。
- 低温割れ防止←主目的
- ひずみ防止
- 靭性(粘り強さ)低下防止
- ブローホールの発生防止
予熱をすることで溶接金属と母材の冷却速度が緩やかになることにより,溶接熱影響部の硬さが低減され,低温割れに大きく関与する溶接金属中及び熱影響部の拡散性水素の外部への拡散促進が進み,割れ発生を緩和する効果が高い。
要するに,母材の温度と溶接金属の温度が近いのでなじみがよく,ついでに水分や水素などを蒸発させるので割れにくくなるってこと。
低温割れとは何か?
予熱の主目的である「低温割れ」とは何かというと,
低温割れは200~300℃より下の温度域で発生する溶接割れのこと
主な「低温割れ」は下記の通り。
- 遅れ割れ
- ビード下割れ
- トウ割れ
- ルート割れ
- ヒール割れ
- ラメラ・テア
- ミクロ割れ
- 横割れ
まさに割れの総合商社(笑)
ほとんどの溶接割れの元となってる悪玉が「低温割れ」だ。
※ちなみに「高温割れ」という溶接割れもあり,「クレータ割れ」・「自動溶接の縦割れ」などが高温割れになる。
「予熱以外」で低温割れを防止する方法
予熱だけすれば低温割れを防げるというものではなく,他の方法も並行して検討する必要がある。
- 溶接棒の乾燥(水分・水素量低減)
- 低水素系溶接棒の使用
- 後熱の実施
- 継ぎ手設計(開先・施工法など)
- 材料の検討
上記のように,いろんな「低温割れ」を防ぐ方法がある中の一つが予熱ということ。
溶接の予熱をする基準と温度

溶接の予熱をする基準は2種類あり,
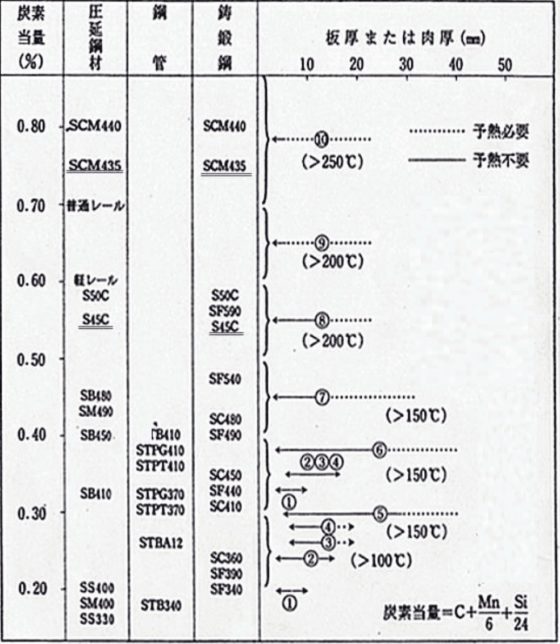
- 鋼種・板厚で決める場合
- 炭素当量で決める場合
ほとんどの場合,各会社で「鋼種」と「板厚」で予熱温度基準を決めているのが多いはず。
例として下記に2つの表を紹介しておくが,実際の施工にあっては所属会社の施工基準にのっとって予熱を行って欲しい。
予熱温度条件の例・目安
表1
| 区分 | 板厚 | 溶接方法 | |
| 低水素系棒以外(被覆アーク) | 低水素系棒(被覆アーク) | ||
| 400級鋼 (SS400など) | t<25 | なし | なし |
| 25<t<38 | 40°C〜60°C | なし | |
| 38<t | 60°C〜150°C | 40°C〜100°C | |
- 外気温が0°C〜15°Cの場合は適当な予熱(20°C以上)を行うこと
- 原則として,低水素系溶接棒を使用すること
ちなみに炭素当量で予熱温度を決める場合は,
炭素当量Ceq=C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+(Cu/3+P/2)
( )内については,Cu:0.5%以上の場合のみ加算, P:0.05%以上の場合のみ加算
というややこしい式があり,計算で求めることもできる。
俺の仕事は溶接工で経歴25年あるが計算したことは一度もない(笑)…ので説明はできないが,こんな式あるんだぐらいは知っておいて損はない。
溶接の予熱の方法
予熱の方法としては,
- 電気抵抗加熱
- 赤外線電気ヒータ
- 固定・手動バーナ
などがある。
目的(予熱)が達成されれば,何で予熱してもいい。
固定・手動バーナを使用する場合,外気温が低い時にはバーナーガスの水素成分から発生する水蒸気が水分となり溶接に悪影響を与えることがあるので,中途半端なあぶりは禁物!
予熱をする箇所(あぶり箇所)

予熱をする箇所(あぶり箇所)は,溶接部より100mm離れた箇所までとし均一に予熱する。
特にガスバーナーで予熱する場合は,
- 局所にガスバーナーの炎が当たりやすい
- ガスバーナーの炎が離れすぎor近すぎ
て予熱ムラが起きやすいので注意する。
予熱の温度測定
予熱の温度を管理するには,測定しながら予熱する必要がある。
予熱の温度測定は下記の通り。
- 温度チョーク
- 表面温度計
どちらの方法でも問題ないが,メリット・デメリットがあるので紹介しておく。
温度チョーク(示温チョークorテンピルスティックともいう)のメリット・デメリット
|
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/1d7bb2b4.13c8aed3.1d7bb2b6.51f96dc7/?me_id=1275783&item_id=10015935&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fdouguyasan%2Fcabinet%2Fasone%2Fasone-10%2Fazu-1-639-19.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

コストが安い
持ち運びやすい
応答が早い
スパッタやグラインダーなどで消してしまう場合がある
ヒューム付着により,視認が困難な場合がある
表面温度計のメリット・デメリット
数値が見えるので安心
誰でも一目瞭然で温度がわかる
値段が高い
スパッタ等が計測部(母材など)につくと計測値が不安定
溶接の予熱の英語
予熱の英語は,
Preheating(プレヒーティング)
Pre=始まりの〜
heating=暖める
って意味なので覚えておこう。
特に,Pre(プレ)はいろんな技術英語で登場する。
- プレハブ
- プレパージ
- プリフロー
など。
溶接の予熱【意味・基準・温度・方法・英語】:まとめ
意味:主として「低温割れ防止」
基準:「鋼種」・「板厚」・「炭素当量」
温度:「鋼種」・「板厚」・「炭素当量」
方法:「電気抵抗加熱」・「赤外線電気ヒータ」・「固定・手動バーナ」
英語:「Preheating(プレヒーティング)

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!