被覆アーク溶接初心者 アンダカットの原因と対策。溶接欠陥。

被覆アーク溶接でのアンダカットの原因
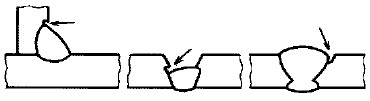
アンダカットとは?
溶接ビード止端部に存在するノッチ状にえぐれた欠陥である。溶接電流や溶接速度が過剰に高すぎることが主な発生原因であり,アークでガウジングされた部分を溶融プールが埋めきれない場合に発生する。対策としては,電流,溶接速度の低減が有効である
被覆アーク溶接でのアンダカットになる原因は大きく分けると2種類ある。
・溶接電流が高すぎる。
・溶接速度が速すぎる。
この2種類だが,初心者はもう一つ気をつけなければならない。
それは
「運棒方法が間違っていないか?」
ということ。
大体の初心者はストリンガービードではアンダカットにはならない。
大抵ウィービング時にアンダカットは発生する。
初心者がアンダカットを発生させる原因は,
運棒方法が間違っていることの方が多い。

被覆アーク溶接初心者のアンダカット対策。
初心者でアンダカットに困っているならまず試して欲しいのが
「ウィービング時に両端でしっかり止めること。」
「溶接棒の角度を立てること。」
の2点。
これでアンダカットが出ないことが多い。
しっかり止めるといっても時間で言えば0.5秒ぐらい。
溶接棒の角度は下向きの場合,80°ぐらい。
直角よりちょっと倒す程度。
それでもアンダカットが発生する場合には,
溶接電流や溶接速度を見直して欲しい。
俺の経験上,大体の初心者は運棒方法。

アンダカットはあまり心配しなくていい。
オーバラップより全然いい。
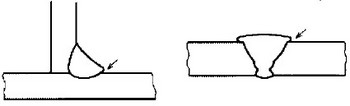
オーバラップとは?
母材表面にあふれ出た溶融金属が,母材を溶融することなく冷接することにより生じる鋭いノッチ状の欠陥である。対策としては溶融金属の先行を回避し,電流を下げ,溶接速度を上げることが有効である。
オーバラップは見た目では,非常にわかりずらい。
オーバラップの原因と対策は別の機会に記事にしたい。
アンダカットは心配しなくていいといったが,なぜか??
それは現場ではアンダカットが出ても,
グラインダーで仕上げればいいから。
アンダカットは見た目でわかりやすいので,
アンダカットが発生したらグラインダーで仕上げればいいだけ。
だから心配しなくていい。
現場は溶け込み重視なので電流を高くする。
アンダカットが出やすい。
原因がわかっていれば修正が効く。
気をつけて欲しいのは試験時。
試験時はグラインダーが使用できないので,
アンダカットには十分注意して欲しい。


まとめ
被覆アーク溶接初心者は運棒方法で,
アンダカットを発生させることが多い。
次の2点に注意する。
・ウィービング時両端でしっかり止まること。
・溶接棒の角度を立てること。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!