






【被覆アーク溶接】アーク溶接の電流値の決め方。迷ったら高めでいい。

アーク溶接するときの電流値はどのように決めるのか?

溶接練習していると電流が125Aがいいか?135Aがいいか?はたまた150Aなのか??と迷うことがあると思う。
そんな時は溶接工の掟として,
という格言がある。(勝手に作りました…。)
冗談はさておき,電流値は個人差があるが現場での考え方は一つだけだ。
とにかく溶け込み重視=電流は高め
溶接欠陥をださないことに主眼をおく。
溶接欠陥を出さないことを念頭に溶接の電流を決めていく。
溶接欠陥には,
- アンダカット
- オーバーラップ
- ブローホール
- 溶け込み不良
- スラグ巻き込み
など電流値が影響しているのがほとんど。
電流値を格言通りにやみくもに上げればいいわけではなく,基本的な事項を踏まえた上で電流値を極力上げていく方法を紹介したいと思う。
では紹介していこう。
溶接電流の決め方(基本編)ー溶接初心者は溶接棒の箱に書いてある電流値でいい
基本的に俺は配管の溶接工なので低水素系の溶接棒を使うことが多い。
初層はTig溶接でキッチリ裏波をだして2層目以降はアーク溶接の場合が多い。
LB-26,47,52等をよく使う。
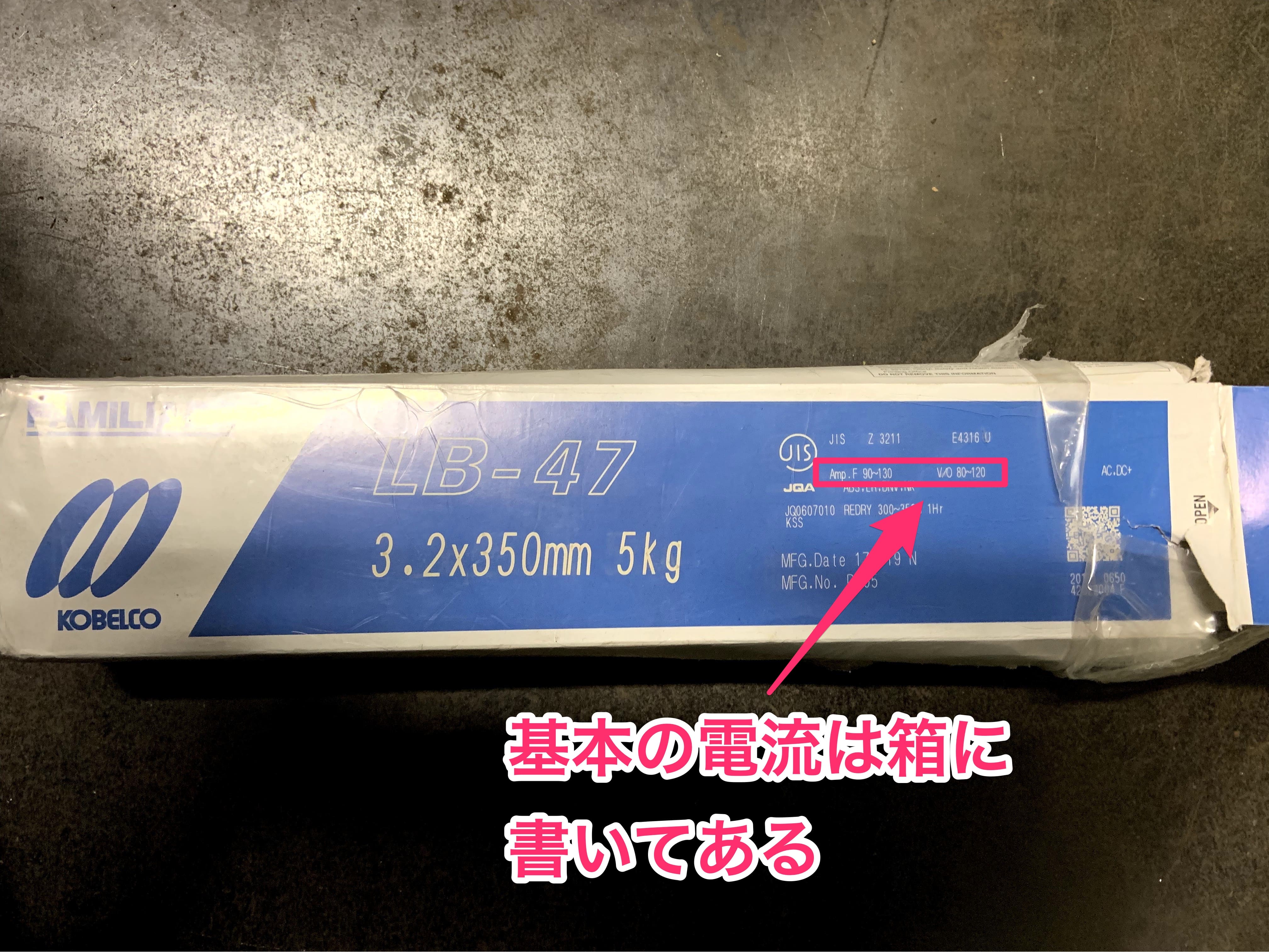
例えばLB-47の場合
490N/mm2級高張力鋼用として設計された最も代表的な低水素系全姿勢溶接棒
【タイプ】490N/mm2級高張力鋼用
【電流(A)】下向:90-130、立向・上向:80-120
【棒長(mm)】350
【JIS規格】Z3211 E4916 (旧Z3212 D5016)
【棒径(Φmm)】2.6(画像では3.2φ)
【AWS規格】A5.1 E7016該当
【用途】軟鋼および490N/mm2級高張力鋼を使用する造船、橋梁、建築、圧力容器などの溶接
【特長】ビード外観・スラグ剥離性も良好、またX線性能及び機械的性質にも優れた溶接棒です。
490N/mm2級高張力鋼用として設計された最も代表的な低水素系全姿勢溶接棒
メーカーが推奨する電流値は溶接棒の箱に書いてある。
初心者は溶接棒の箱に書いてある設定でいい。
電流値も幅があるので高い方で合わせるといい。
例えば
【電流(A)】下向:90-130、立向・上向:80-120
と書いてあれば下向きなら120Aぐらい,立向・上向なら120Aぐらい。
材料の厚みや溶接後検査によっても電流値は決まってくるので,下記の記事も合わせて読んでほしい。
電流値の決め方(応用編)ー溶融池(プール)の形で決める(丸から楕円へ)
職業訓練学校や溶接の教科書で習う溶融池(プール)の形は丸。
適正電流で溶接すると,溶融池の形は丸になる。
しかし現場での実践溶接は溶融池(プール)の形を楕円にし溶接を行う。
溶融池を楕円にする主な理由は,
- スラグの巻き込み防止
- 溶融金属の先行防止
という理由から楕円にすることが多い。
溶融池が丸だとどうしてもスラグや溶融金属が被ってくる。
溶融池が楕円だとスラグが被りづらい。
楕円にするにはどうするか?
電流を上げる!
これで下向き時やすみ肉溶接時にスラグが被りづらくなる。
具体的には下向き溶接で3.2φ 9mm板の場合 190Aぐらい。

どうして現場溶接工は電流を上げたがるのか?
現場の溶接工のオッチャン達は電流値が高いのが好みだ。
その理由は,
- スラグが巻き込みづらい
- 溶け込みがいい
- オーバーラップになりづらい
- アンダカットは後で手直しが効く
- 溶接速度が上がり効率が上がる
上記の理由で溶接棒の箱に書いてあるより電流が高い場合が多い。
品質とスピード(効率)を求められた結果,電流値を上げるという選択しかなかったとも言えるが…。
溶接電流を上げた時の注意点。
1.アンダカット
溶接ビード止端部に存在するノッチ状にえぐれた欠陥である。溶接電流や溶接速度が過剰に高すぎることが主な発生原因であり,アークでガウジングされた部分を溶融プールが埋めきれない場合に発生する。対策としては,電流,溶接速度の低減が有効である1)
アンダカットが電流を上げると一番起こりやすい。
対策はしっかり両端で止まる。
電流を下げる。
の2点だが,
できれば電流は下げずにアンダカットはなくしたい。
運棒でアンダカットの調整ができれば一流だ。
2.融合不良
融合不良とは,溶融境界の一部に未溶融部分が残存することである。融合不良の原因は,電流や電圧の不足,または過大な溶接速度により,十分な溶込みが確保できないことである。この欠陥の防止には,電流および電圧を上げ溶接速度を低下すること,溶融金属を先行させない溶接条件の採用等が有効である1)。
電流が高く溶接速度が早くても融合不良が発生する。
図に表すと山の降りる間際を狙う!
まとめ
メーカー推奨よりも高めの電流で溶接できるように練習する。
電流が高い=溶接速度が早い
ので効率が上がる。
現場で低電流は効率が悪すぎ。
高電流でスピード重視。
かつ無欠陥。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!












