【初心者用】溶接で『穴が開く原因』を現役溶接工が解説

【初心者用】溶接で『穴が開く原因』を現役溶接工が解説

溶接すると穴が開いて困ってます…。
なんかいい方法ないかなぁ〜。

溶接して穴が開く原因を解説するね!
理由が分かれば,きっと上手くできるようになるよ。
対策もわかりやすく説明するね。
本記事の内容は以下の通り
- 溶接する時に穴が開く原因とは?【10個ある】
- その薄板,溶接じゃなきゃダメ??【発想の転換】
この記事を書いている俺は「溶接歴25年超」の熟練溶接工。
保有資格は,JIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するに,現場歴が長い職人。
本記事は,溶接で穴が開く原因と対策を解説した記事。
- DIYで溶接をしているが,上手くいかない人
- 溶接始めたばかりの人
- 薄板の溶接が上手くいかない人
は,ぜひ参考にして欲しい。
溶接する時に穴が開く原因とは?【10個ある】

溶接する時に厄介なのが,穴を開けてしまうこと。
板に穴を開けてしまうと,さらに溶接がやりづらくなり,どうにも修復不能になったりする。
くっつけたいのに…穴が…。
溶接する時に穴を開けてしまう原因を,先日下記のようにツイートした。
【溶接素人が穴を開ける原因】
1.電流が高い
2.アーク長が離れすぎ
3.棒orトーチ角が悪い
4.溶接スピードが遅い
5.溶接法が適正ではない
6.熱を逃していない
7.材料が腐食している
8.溶接棒径が適正じゃない
9.隙間が広すぎる
10.溶接を理解していない大抵は『1』が原因ですが,本質は『10』。
— Mac好きな溶接工@職人の概念をぶっ壊す! (@kaisyabaibai) August 11, 2021
- 電流が高い
- アーク長が離れすぎ
- 棒orトーチ角が悪い
- 溶接スピードが遅い
- 溶接法が適正ではない
- 熱を逃していない
- 材料が腐食している
- 溶接棒径が適正じゃない
- 隙間が広すぎる
- 溶接を理解していない
大抵は『1』が原因ですが,本質は『10』。
上記ツイートを対策と共に,深掘りしていこう。
1.電流が高い

溶接初心者で溶接時に穴を開けてしまう原因で一番多いのが,『溶接電流が高すぎる』ってこと。
溶接電流=板を溶かす力
となるので,溶接電流が高ければ高いほど穴が開きやすい。
穴が開いたら,まずは溶接電流を確認。
例えば,
- 2mmの板をアーク溶接100Aで溶接して穴が開いたから,思い切って溶接電流を50Aにしてみて溶接してみる。
- 1mmをTig溶接120Aで溶接して穴が開いたから,溶接電流を60Aにしてみる。
など。
コツは,穴が開いた溶接電流の1/2にすること。
それでも穴が開いたら,さらに1/2にしてみる。
何回か試行錯誤していけば,その内,板厚みるだけで溶接電流がイメージできるようになる。
穴が開いたらまずは,溶接電流を調整してみることをおすすめする。
溶接道を極めたいなら,下記の記事で溶接電流について深掘りしているので参考にどうぞ↓
2.アーク長が離れすぎ
溶接素人や初心者は,とにかくアーク長が離れる傾向にある。
アーク長とは,溶接棒,ワイヤ,タングステン電極などと溶接物との距離のこと。
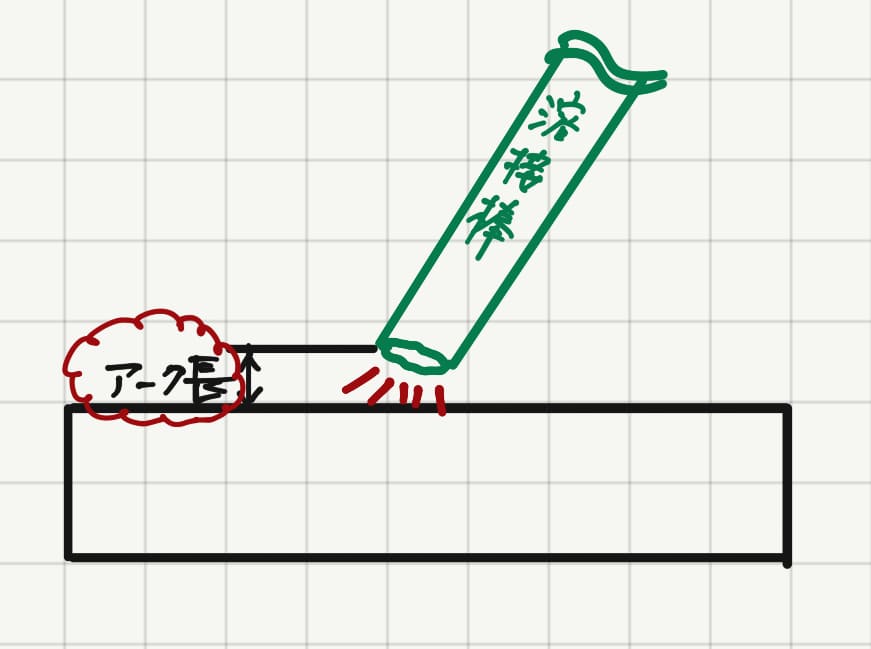
アーク長が離れすぎると溶融池が広がり広範囲に熱を加えることになり,薄板の場合なんかは特に穴が開きやすくなる。
アーク長の適正な目安は1mm〜2mm程度。
溶接時に出る音もアーク長を知る上で重要で『ボボボボ』より『パチパチ』と乾いた感じの音がベスト。
溶接音もアーク長の適正な目安としてほしい。
溶接のプロの世界では『アーク長を制すものが溶接を制す』と言われているほど大事な要素。
穴が開いたら,アーク長をできるだけ短く保ってみて欲しい。
アーク長について詳しく知りたい方は,下記記事をどうぞ↓
3.棒orトーチ角が悪い
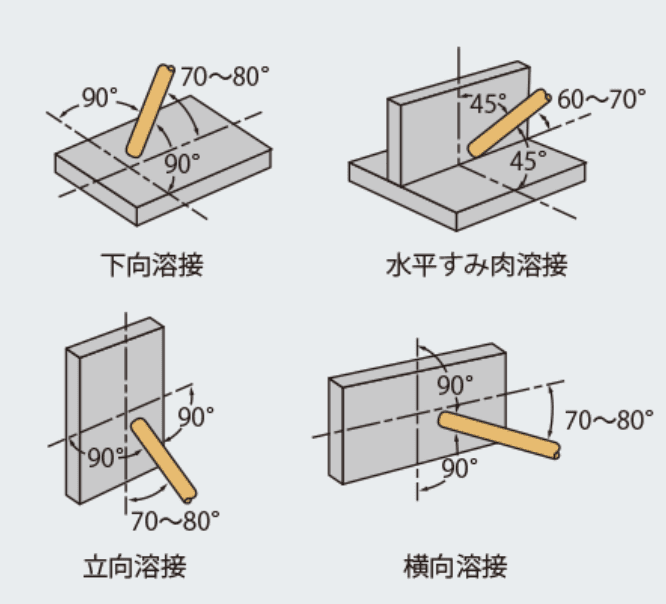
一般的な溶接棒orトーチ角度は上記の通り。
板に対して棒orトーチ角度が90°に近ければ近いほど,穴は開きやすい。
熱が貫通方向に働くからだ。
溶接で穴が開いた時は,一般的な棒orトーチ角度を意識して溶接してみよう。
4.溶接スピードが遅い
溶接電流と溶接スピードは次の関係になる。
- 溶接電流が高い→溶接スピードは早く
- 溶接電流が低い→溶接スピードは遅く
溶接電流が高く,溶接スピードが遅いと『穴が開く』。
溶接電流が低く,溶接スピードが速いと『溶け込み不良』となる。
適正な溶接スピードは穴が開かず,溶け込み不良が起きないギリギリを狙う。
コツは,溶融池が楕円形になっている状態をキープすること。
その状態が適正な溶接スピードとなる。
溶融池のイメージがわかないならぜひ下記動画でイメージをつかんでほしい↓プロの溶融池が鮮明に見える。
5.溶接法が適正ではない

溶接法とは,
- Tig溶接
- 被覆アーク溶接
- 半自動溶接
などのことで,本記事を読んでいる溶接初心者の人は上記のどれかのはず。
穴が開いて困っている大半の人は,被覆アーク溶接だろう。
被覆アーク溶接で覚えておいて欲しいのが,『板厚2mm程度までが限界』ってこと。
それ以下の板厚は,Tig溶接か半自動溶接にしよう。
被覆アーク溶接が穴が開きやすい理由として,
- アークスタートが制御しづらい
- 断続溶接するには熟練を要する
- 溶け込みが深い
ことが理由。
被覆アーク溶接・板厚が2mm以下で穴が開いて困ってるならTig溶接か半自動溶接を試してみるのもアリかもしれない。
6.熱を逃していない
同じ箇所を何回も溶接していると,材料が高温になり熱を持って穴が開きやすくなる。
材料によっては,溶接して冷やして再度溶接するなどの工夫が必要。
特に薄板(0.5mm~2mm)は,すぐに材料が熱を持ってしまう。
穴がすぐに開いてしまうなら,一度熱を逃してみよう。
ちなみに溶接のプロは断続溶接・反復溶接・パルス溶接などで熱を逃しながら溶接する。
そもそも溶接中の溶融池の温度は何度あるのか?知りたい人は,ぜひ下記記事をどうぞ↓
7.材料が腐食している

材料が腐食していると本来の厚みよりも薄くなってしまい,溶接が効かないことがよくある。
本来は3mmあるはずだった鉄板が,腐食して実は0.5mm相当なんてこともよくある。
腐食していたら「ケレン(磨き)」をして材料の地肌を出し,溶接すること。
腐食したまま溶接してもキチンとくっつかないばかりか穴が開きやすい。
溶接前に材料の状態を確認しよう。
ケレンにも種類があり奥深い。
興味ある方は下記記事で詳しく解説しているのでぜひ↓
8.溶接棒径が適正じゃない

溶接棒径が適正じゃないと溶接電流の制御がしづらく,穴を開けてしまうことがある。
溶接棒=抵抗値
なので,棒の太さによって流れる電気の量が変わる。
2.0Φと3.2Φでは,溶接電流を100Aに合わせてもアークの力が違う。
2.0Φで溶接した方が強く感じるはず。(事実,強いのだが)
板厚にあった溶接棒径を選択するようにしよう。
9.隙間が広すぎる
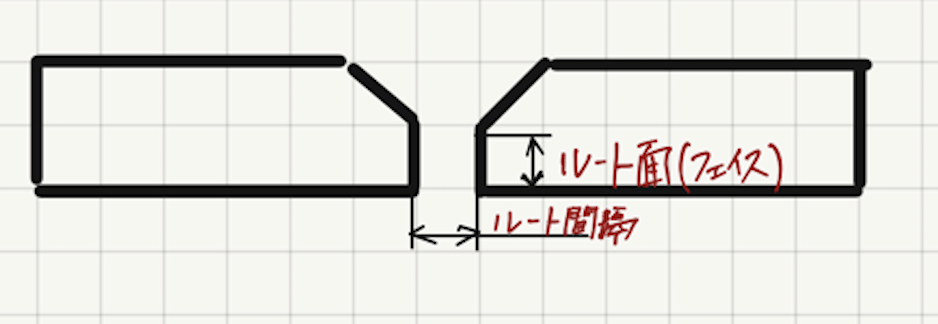
板と板を溶接する場合,隙間が広すぎると溶接の難易度が上がる。
隙間が広いと溶接の肉が乗りきらず,重力で溶け落ちようとする。
板と板の隙間は溶接初心者の場合は,最低でも1mm程度までにしよう。
溶接のプロになればなるほど隙間の許容度は広くなるが,素人の間はきっちり管理しよう。
ちなみに板と板の隙間のことをルートギャップ(ルート間隔)といい,溶接前の仮付けで決まる。溶接の中でも大事な要素なので下記記事を参考にしてほしい↓
10.溶接を理解していない
今まで述べてきた1~9の原因は,溶接の基本中の基本。
溶接を仕事にしているプロなら,瞬時に『穴が開く原因』に気づき微調整する。
溶接を完璧に理解していないと,原因追求はできない。
溶接は『溶かしてひっつける』という単純なことが目的。
しかし,『単純』が一番難しいのも事実。
溶接の目的・原理・ノウハウ・魅力をこのブログでは紹介しているので,ぜひ読んでいって欲しい。
溶接の魅力に取り憑かれ,街の構造物の見た目が変わるかもしれない。
もっと溶接の魅力に気づく人が世の中に増えれば,これほど嬉しいことはない。
その薄板,溶接じゃなきゃダメ??【発想の転換】
最後に提案。
その薄板は溶接じゃなきゃダメ??
そもそも溶接は金属と金属をひっつけるためだが,何も金属と金属をひっつける方法は溶接だけじゃない。
- 接着剤
- 金属パテ
- ビス
- ボルト・ナット
なら『安く・早く・材質変化』も気にせずひっつけることができる。
もし,ひっつけようとしている物が溶接以外でもいいなら,無理して溶接する必要はない。
一度立ち止まって別の方法を考えてみるのもアリかもしれない。
溶接で『穴が開く原因』:まとめ
- 電流が高い
- アーク長が離れすぎ
- 棒orトーチ角が悪い
- 溶接スピードが遅い
- 溶接法が適正ではない
- 熱を逃していない
- 材料が腐食している
- 溶接棒径が適正じゃない
- 隙間が広すぎる
- 溶接を理解していない
穴が開く原因は上記。
一つ一つ潰しながらやっていけば,必ず成功するはず。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!