【Tig溶接】【基本級】TN-F JIS溶接試験のやり方 裏波溶接のコツ

TN-F JIS溶接試験で困っていないか?
突き合わせ溶接の模擬試験で多くの人が受験している資格。
TN-F。
Tig溶接の登竜門みたいな試験でステンレスの3mmの板を突き合わせで溶接する。TN-Fは基本級と言われており,専門級のV,H,O,Pなどの試験を受験するには避けては通れない基本的な試験。


初心者が多く受験する試験で,困っている人も多いので記事にすることにした。
俺はTN-Fを受験するときに会社に教えてくれる人がいなかったため苦労した。練習するにも治具がいるし,試験要領もわからない。ネットの情報だけが頼りで色々なサイトを読み漁った。
今回はTN-Fを初めて受験する人向けに試験要領を記事にしたい。
TN-F 溶接試験材料


材質はSUS304
長さは150mm
幅は125mm
開先角度は40°
ルート面は0.5mm
厚みは3t
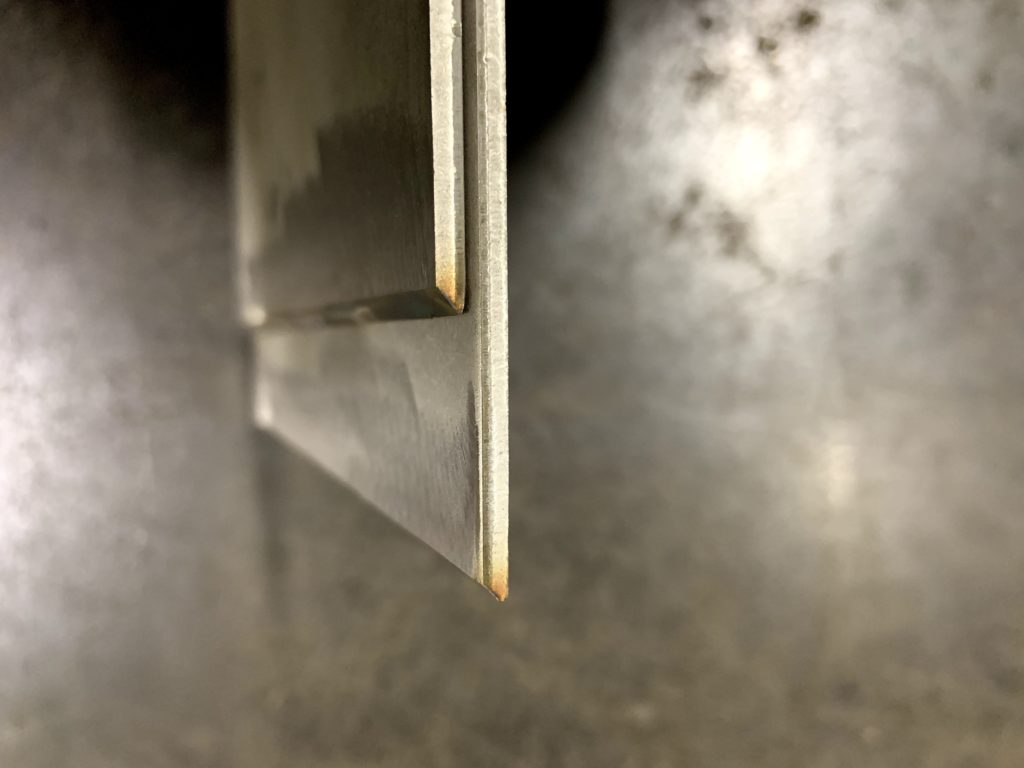
写真のような材料を突き合わせで溶接する。
TN-F試験は板材が薄いため手開先で開先加工をする。グラインダーなどを使い開先ゲージで計測しながら開先を作ろう。
試験材料作製時は両開先で板を作ることをオススメする。
何回も練習する必要があるため1回練習してポイではもったいない。材料費と練習効率を考えて練習材料も作ろう。
TN-F 溶接試験の条件
ルート間隔はゼロ
いわゆるナメ付け(共付け)と言われるやり方で溶接する。
ルート面(フェイス)は0.5mm
あまり取りすぎないほうがいい。かといってルート面がゼロだと目違いが怖いのでちょっとだけ取る。グラインダーでまっすぐに削る。ヤスリで手仕上げする人もいるぐらいルート面も重要。きっちり真っ直ぐに取ることが大事。
溶接電流
1層目 85A
2層目 85A
85A〜100Aの間で調整してほしい。電流は人それぞれ。自分に合う電流を見つけるのは大事。

溶接棒
1層目 使わない(ナメ付け)
2層目 TG-S308 2.0Φ
1層目は母材同士を溶かしながら溶接するナメ付けで溶接するため溶接棒は使わない。2層目から2.0Φの溶接棒を使う。
バックシールドガス流量
5mm/min〜7mm/min
TN-F 溶接試験片 仮付けのコツと注意点
いろんな記事で書いてることだけど,
仮付けは命。
仮付けがうまくいけば本溶接はだいたいうまくいく。
TN-F 仮付け前の段取り

治具の確認。しっかりと穴からアルゴンが出ているか確認すること。各締め付けボルトや調整ボルトの確認もしておく。

ルート面や試験材が曲がっていないか確認。溶接する部分の不純物,油分などは洗浄液で拭き綺麗な状態にしておく。
TN-F 仮付け

治具に試験材をセットし,肌合わせを行う。極端にずれていないか?しっかり固定されるか?を確認する。

表側から両端を仮付けする。開先をドンッ!と付けて仮付けする。
断続的にパッとアークを出しパッと消すを繰り返しながら付ける。連続でアークを出すと薄いので溶け落ちてしまうので注意。この時に溶接棒は入れたほうがよい。チョンチョンって感じでプールに落とす。一瞬で仮付けを終わらせる覚悟で練習してほしい。

表側から仮付けが終われば一旦治具から試験材を取り外し,目違いがないかどうか表裏から確認する。この時ちょっとでも目違いがあれば修正するぐらいのシビアさで確認してほしい。それぐらい仮付けは重要!
仮付け終了したら試験官に刻印を打刻してもらう。各都道府県の溶接協会によって違うかもしれないので,しっかり試験前の説明を聞いて欲しい。刻印を忘れたり自分の勝手な解釈で試験を行うと失格となるので注意。
刻印打刻が終われば治具にセットする。
仮付け時のコツ及び注意点
・目違いがおきていないか仮付け後に表裏から確認する。
・仮付け時はバックシールをしないので溶かしすぎに注意する。
・1箇所仮付けすると反対側が目違いしようとするので,しっかり治具で固定する。
・仮付け量はなるべく小さく(開先内で仮付けを終わらす)。薄いので溶け落ちに注意する。断続的にアークを出しながら仮付けする。
何回も言うが仮付けはむちゃくちゃ大事。ほぼ仮付けで決まる。何回も練習し仮付けのルーティーンを作って欲しい。
TN-F 1層目 裏波溶接のコツ
1層目はナメ付け(共付け)で行う。溶接棒は入れない。
治具にセットしてバックシールドガスを入れる。
TN-Pと違ってTN-Fは「浮かし」で溶接する。両手でトーチを持ってゆっくりと開先の肩の部分を溶かしながら穴が開かないように均一に熱を入れながら溶接する。スモールウィービングをしたほうがやりやすいかもしれない。
プールの大きさを一定に保ち,アーク長を短くし裏波形成をする。溶接速度はゆっくり。

1層目終了後。1層目終了したら溶接ビードの真ん中にうっすら線が見える。これが裏波が出ているサイン。安心して2層目に望んで欲しい。
穴空くのを怖がって早く進む人がいるが,
裏波はなるべくゆっくり溶接しないと形成されない。
(俺の電流程度85A〜95Aでは穴は開かない)
溶接速度を上げるのなら,電流を上げるかだ。
(100Aぐらいで溶接する人もいる)
1層目が終了したらSUSのワイヤブラシで磨き2層目に備える。

ついでに裏波も確認する。最終クレータの位置で裏曲げ試験の位置が決まるので裏波を見てどちらから仕上げ溶接するか決めよう。下向き試験だけはクレータの位置が指定されていない。最終クレータ側に裏曲げ試験片採取位置がくることを理解しておいたほうが合格率がグンッとアップするはず。

裏波の確認。
もし1層目で裏波が出ていなかったらもう一度ナメ付けで溶接してほしい。溶接の上から再度溶接することによって裏波を出すことができる。
TN-F 1層目裏波溶接のコツ及び注意点
・最終クレータ位置を1層目終了したら裏波を確認し決める。
・溶接速度に注意する(なるべくゆっくり)
・穴を開けないこと!
・バックシールドを確実に!(バルブやホース確認)
・なるべく試験片採取位置で溶接を止めない!
・溶接棒は入れない!(持ってるだけ)
・バックシールドガスを多く入れすぎない(裏波が凹む)
・開先幅でウィービングは抑える(2層目が幅広になるのを防ぐため)
・ローリングではなく「浮かし」で溶接する。
TN-F 2層目(最終層)
2層目は仕上げ層。2層目も「浮かし」で溶接する。
溶接棒はTG-S308の2.0Φ。
TN-Fは3tのステンレスの板材なので熱を持ちやすい。なるべく冷やしたほうが溶接はやりやすい。洗浄液などで材料を冷却するのもあり。材料が熱すぎると溶接していても裏に流れてしまい表の層に溶接金属が残らない。2層目がうまくいかないときは試験材を冷やしてみるのを試して欲しい。
では材料も冷えたことだし2層目へ。
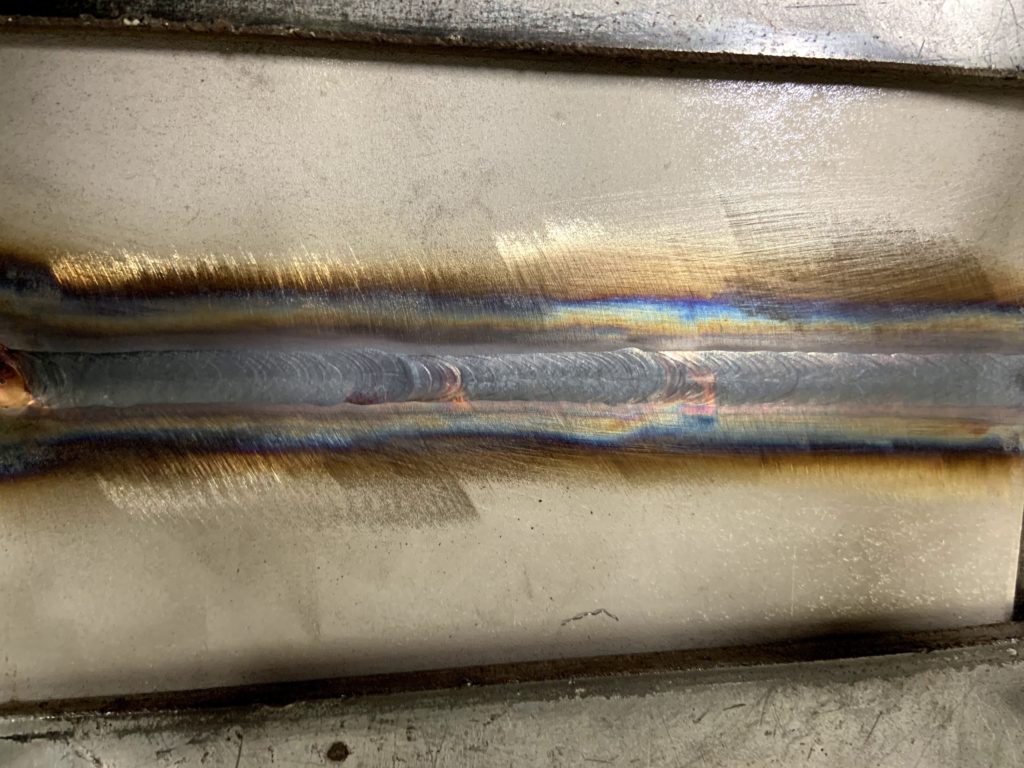
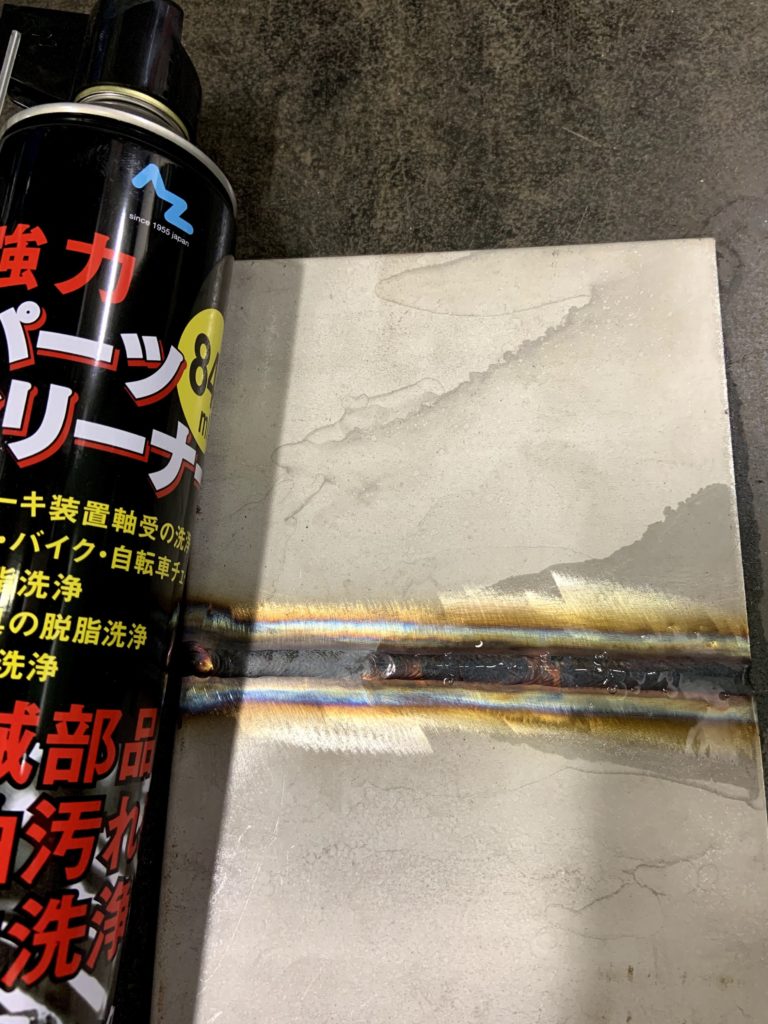
2層目完了。
TN-F 2層目のコツ及び注意点
・1層目が終われば材料を冷やす!(酸化しづらい)
・溶接棒を入れすぎないこと!(余盛は最小限にする)
・バックシールドガスは入れっぱなし!
・試験片採取位置にクレーターを作らない!
・1層目が終わったらステンレス製のワイヤブラシで磨く!
・2層目が終わったら外観確認!(磨きも忘れずに!)
俺は溶接工になったばかりの時,10回練習して10回成功するまで体に染み込ませた。試験会場ではいつもと同じ溶接機ではないため,イレギュラーが起こる可能性が高い。
そんな時の為にいろんな練習をしておくことが大事。穴があいてしまったり,裏波が出なかったり。
慌てず対処することが大事。リカバリーは可能だ。
TN-F 合格率
溶接協会がH21年度に調査した結果によると80%近い。
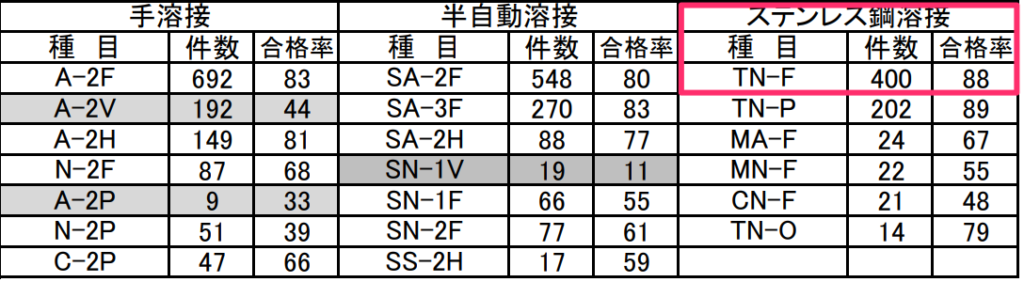
大体が受験すれば合格するはず。
不合格理由としては
・裏波が出過ぎ
・裏波が出ていない
・穴あき
・試験不参加
・バックシールドガス入れ忘れによる酸化
がある。
TN-F 参考になるサイト
わかりやすく解説してあるサイトは少ないが,俺が参考にしたサイト(ページ)にリンクを貼っておくので,一度見ておいて損はない。
TN-F試験を受験するにあたって参考になるサイトばかりだ。勝手にリンク貼らせてもらった。
TN-Fを受験する人に少しでも役立てたら最高。
ぜひ参考にしてほしい。
いろんな溶接条件があると思うので
コメント欄やツイッターで意見を聞かせてくれたら嬉しい。
TN-F 学科試験について
TN-Fはステンレス溶接に分類される。
T-NFを受ける際にはここに紹介している本で勉強すればほぼ合格するだろう。

(2026/07/02 12:13:15時点 Amazon調べ-詳細)
巻末の過去の試験問題を1回〜2回程度やれば問題ない。ほぼ同じ問題なので問題なく合格できるだろう。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!