






Tig溶接機の簡単設定法。初期電流,クレータ電流,アップ/ダウンスロープ設定。
Tig溶接機の設定はややこしい。
初心者でまず困るのがTig溶接機の
いっぱいあるツマミ達ではないだろうか??
アップスロープ?
ダウンスロープ?
クレータフィラ??
ややこしい名前ばかり。
ツマミもいっぱいある。
被覆アーク溶接機と違ってTig溶接機は,
アルミ,ステンレス,鉄,パルス,直流,交流
できることがたくさんある。
基本的に俺は配管溶接工なので,
パルスやアルミ溶接はしないので
その設定方法はわからない。
今回は配管や板を普通に溶接する際の設定を記事にしたい。
Tig溶接機設定 まずは溶接法の設定から。

一番左のスイッチから設定。
直流手溶接・・・・手溶接とは被覆アーク溶接のこと。
Tig溶接・・・・・今回はTigなのでこちらを選ぶ。
アークスポット溶接・・・・薄板を重ね合わせて溶接する方法。
使ったことないからわからない。。。
このスイッチ1つで3つの溶接法が選べる。
Tig溶接の選択が真ん中なので選択されているかが
初心者には非常にわかりづらい。
Tig溶接機設定 クレータの有/無 パルス高/低/無の設定。

クレータとは?
溶接終端部にはクレータという凹みが発生する。
この凹みは溶接割れなどの溶接欠陥の原因になるため、極力小さくする必要がある。
この凹みを小さくする(埋める)処理をクレータフィラ(クレータ処理)と言う。
クレータを処理するかどうか選ぶ。
通常はクレータ有を選択する。
クレータ無/反復は俺はほとんど使わない。
周りの溶接工も使っていない。
次はパルスの設定。
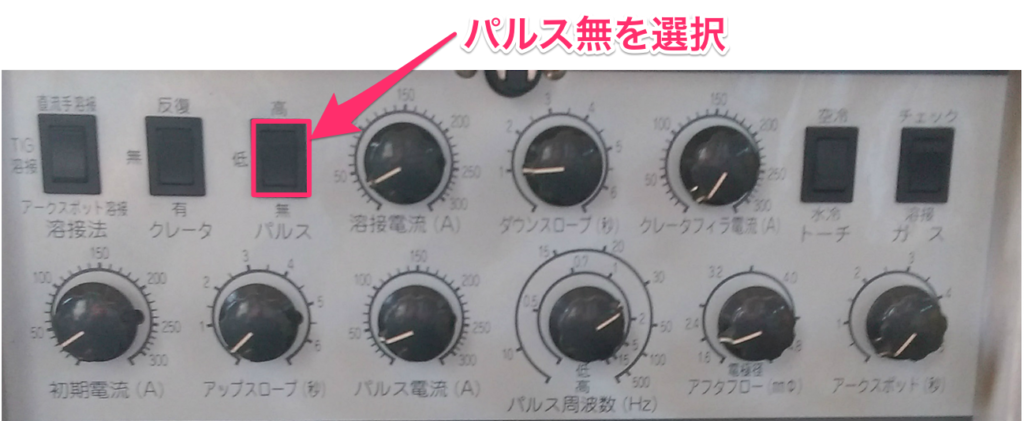
パルス溶接法は使っていない。
薄物や断続溶接するときに使う人もいるが
俺は使わない。
パルスは無しを選択する。
Tig溶接機設定 溶接電流の設定。

このツマミは本溶接する電流を調整する。
板厚や溶接速度によって任意に選んでほしい。
基本時に常にイジるのはこの電流値ぐらいで,
あとは一回設定すればあまりイジる頻度は少ない。
Tig溶接機設定 ダウンスロープの設定。
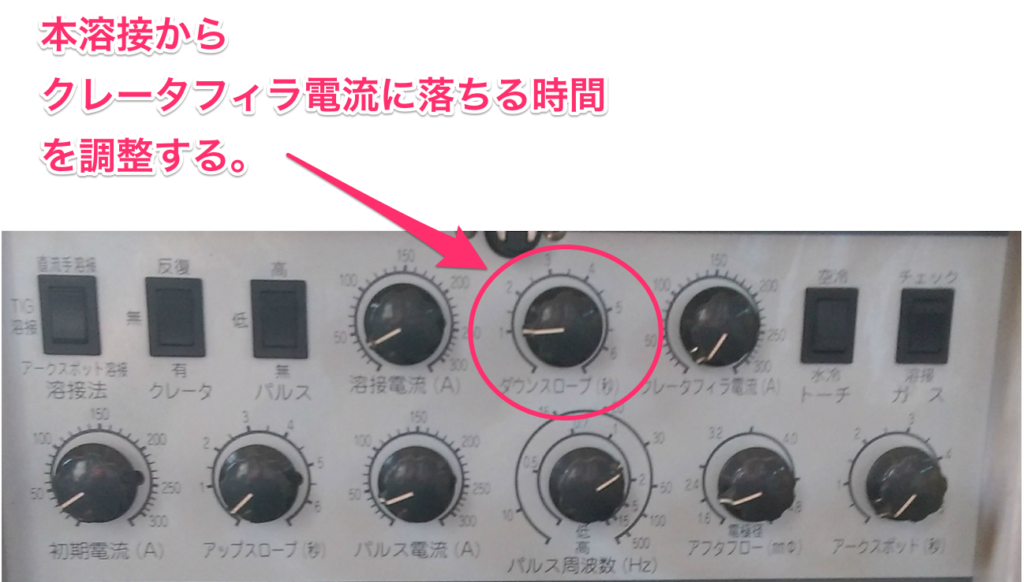
ダウンスロープとは?
本溶接電流からクレータフィラ電流に移行する時間(秒)のこと。
俺の場合,ダウンスロープは約1秒に設定している。
本溶接からすぐクレータ処理に移れる。
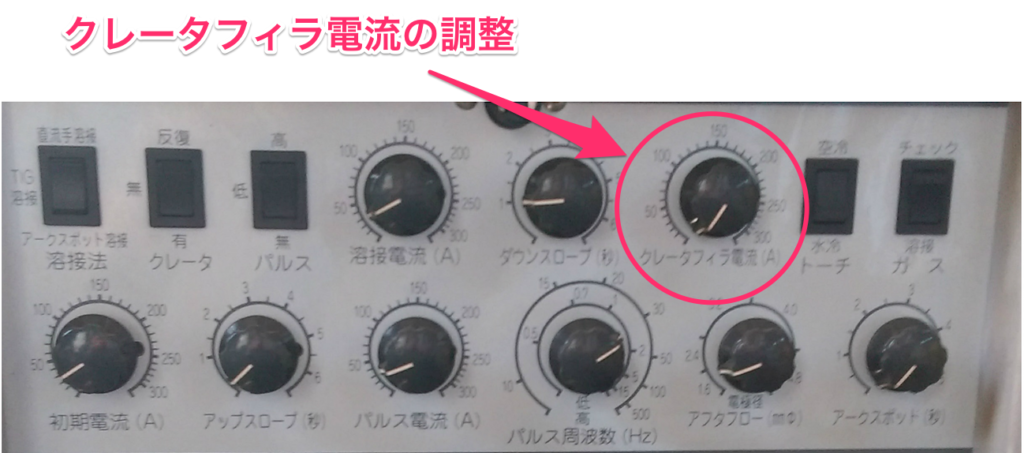
Tig溶接機設定 クレータフィラ電流の設定。
クレータとは?
溶接終端部にはクレータという凹みが発生する。
この凹みは溶接割れなどの溶接欠陥の原因になるため、極力小さくする必要がある。
この凹みを小さくする(埋める)処理をクレータフィラ(クレータ処理)と言う。
最初の設定でクレータ有りを選択すると
クレータフィラ電流を調整できる。
よく言われるのはクレータフィラ電流は
溶接電流の1/3と言われる。
溶接電流が100Aならクレータフィラ電流は30Aぐらい。
俺はもう少し低くて25A〜15Aぐらいに設定している。
Tig溶接機設定 水冷/空冷トーチ 溶接/ガスチェックの設定。
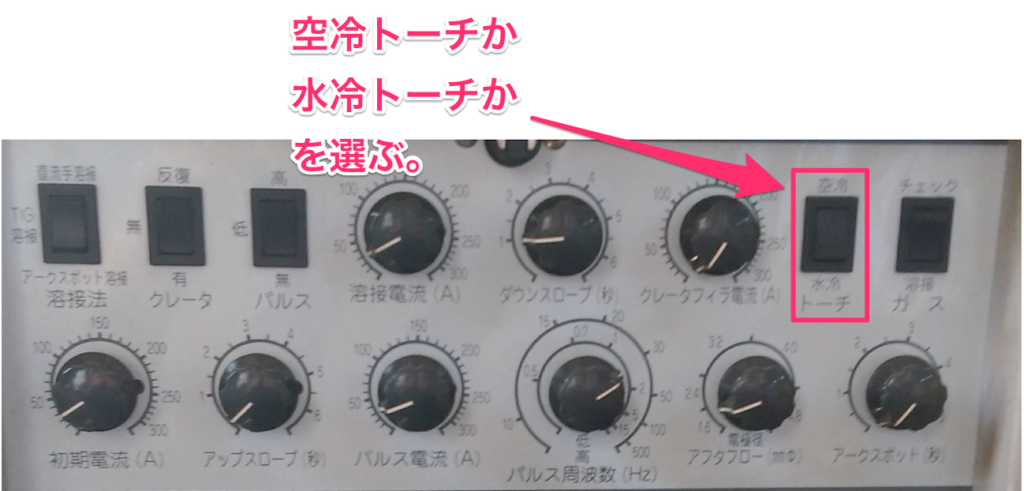
トーチには空冷トーチと水冷トーチがある。
自分の今使っているトーチはどちらかを確認し,
使っているトーチのほうを選択する。
現場では空冷トーチが多い。
水冷式は水タンクが部品として増えるので,
段取りがめんどくさいのと,場所を取るので,
なるべく空冷トーチで現場は溶接する。
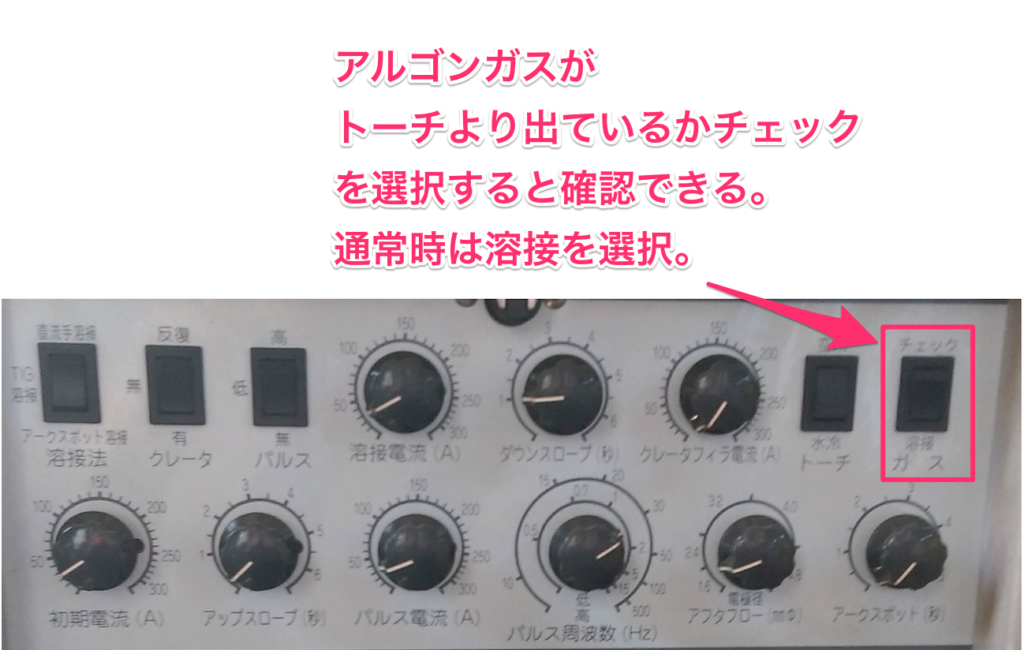
このスイッチは溶接前にガスがちゃんと
トーチから出ているか確認するために使う。
ガス流量を確認するときにも便利。
チェックのほうを選択するとアルゴンが流れ
トーチから出ているか確認できる。
通常溶接時は溶接を選択しておく。
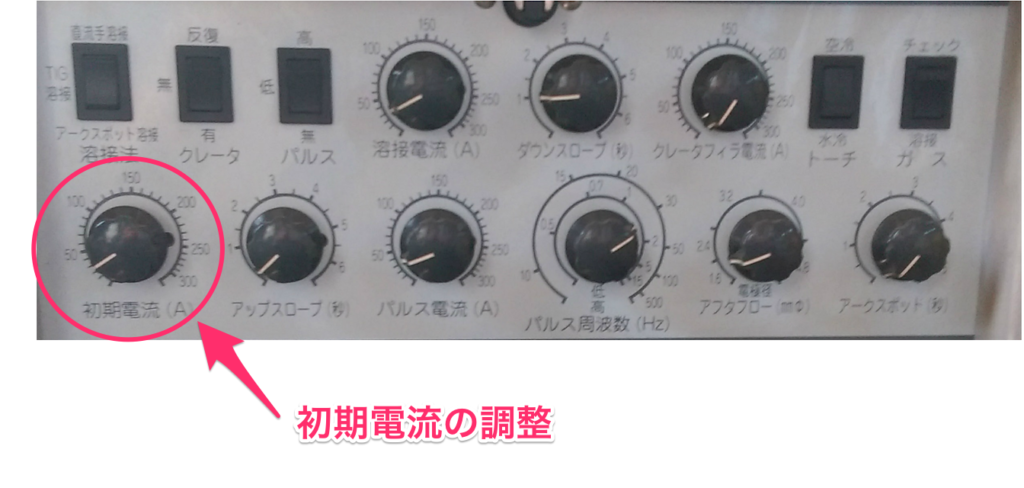
Tig溶接機設定 初期電流の設定。
Tig溶接の流れは
トーチスイッチを押す(初期電流)
↓アップスロープ
トーチスイッチを離す(溶接電流)
↓ダウンスロープ
トーチスイッチを押す(クレータフィラ電流)
↓
トーチスイッチを離す(アフターフロー)
が一連の流れ。
初期電流の設定もクレータフィラ電流と同じく
溶接電流1/3と言われている。
溶接電流が100Aなら初期電流は30Aぐらい。
俺はもう少し低くて25A〜15Aぐらいに設定している。
Tig溶接機設定 アップスロープの設定。
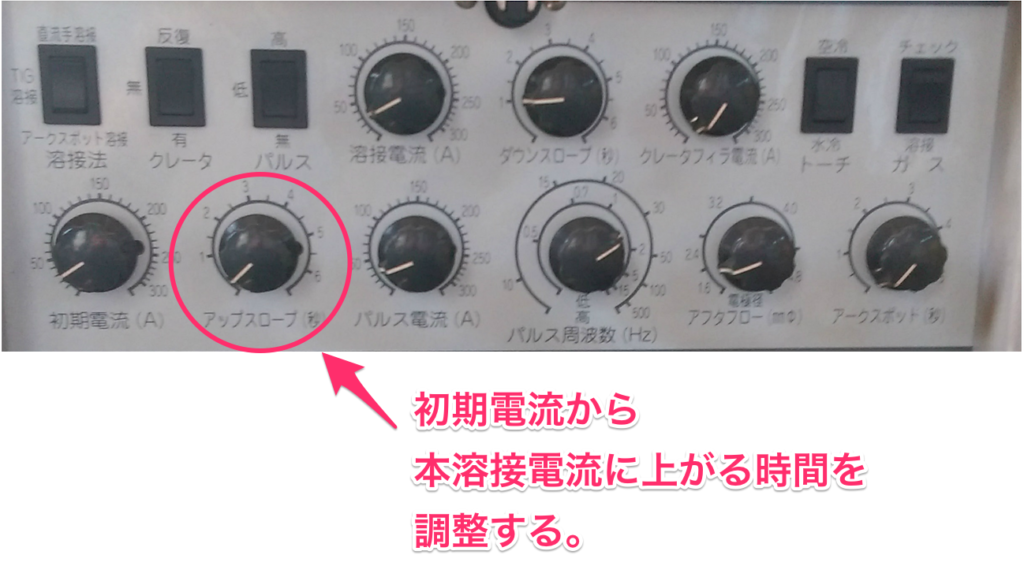
アップスロープとは?
初期電流値から本溶接電流に移行する時間(秒)のこと。
俺の場合はアップスロープは
約0.2秒ぐらいで設定している。
厚物が多いのですぐに
本溶接電流でも大丈夫だからだ。
Tig溶接機設定 パルス電流/パルス周波数/アークスポットの設定。
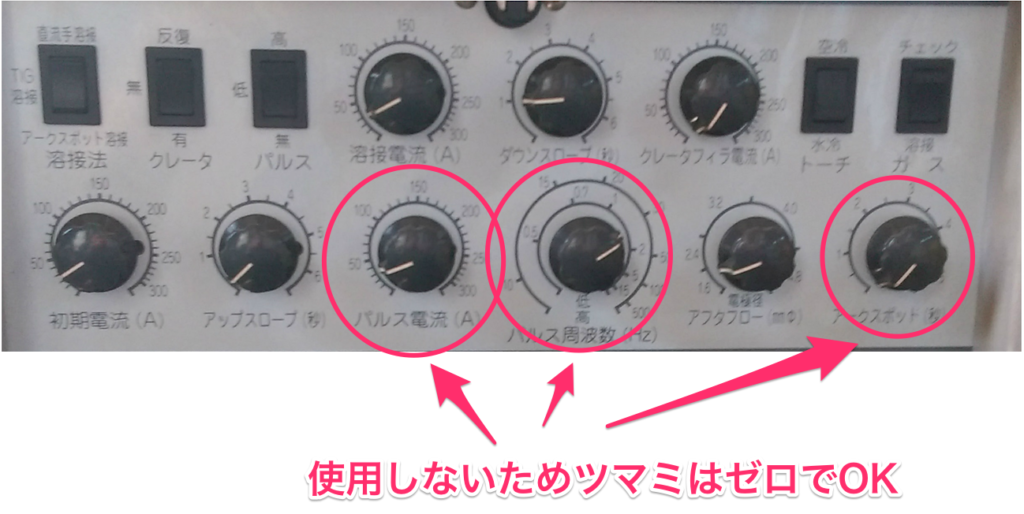
パルスとアークスポットは使用しない。
いつもツマミはゼロ。
人によって使うのかもしれないが,
俺は使ったことはない。
Tig溶接機設定 アフターフローの設定。
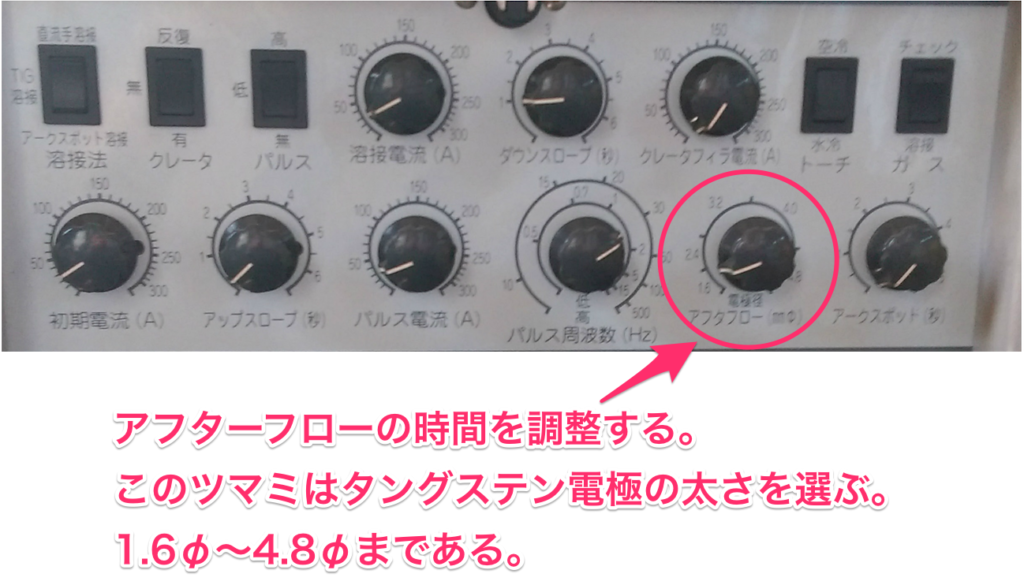
アフターフローとは?
TIG溶接は溶接が終わった後も数秒間アルゴンガスが出続ける。
そのことをアフターフローと言う。
トーチスイッチを離した後も数秒間、トーチをそのまま、溶接部終端で固定しておく。
溶接が終わった後も溶接部にアルゴンガスを数秒あてることで酸化を防ぐ。
写真の溶接機は,
タングステンの太さを選ぶようになっているが,
時間を選ぶ溶接機もある。
アフターフローの設定は大体5秒前後でいい。
アルゴンガスは高価なので,
節約しつつ酸化防止効果もある時間を選ぶ必要がある。
まとめ
Tig溶接機の設定は疑問だらけ。
被覆アーク溶接機がシンプルすぎて,
さらにTig溶接機はとっつきずらいはず。
このブログを見て簡単に設定できる人が,
増えると嬉しい。
参考にしてほしい。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!













