溶接のクレーターとは?【処理のやり方,割れの原因と対策】を解説
溶接のクレーターとは?【処理のやり方,割れの原因と対策】を解説

溶接のクレーターって何?
クレーター処理のやり方や割れの原因と対策についても知りたい。

溶接のクレーターについて,溶接歴25年の現役溶接工が丁寧に解説します。
本記事の内容は以下の通り
・溶接のクレーターについてわかる。
・溶接のクレーター処理のやり方,割れの原因と対策がわかる。
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格はJIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するにベテラン溶接工で溶接の専門家。
そんな俺が溶接のクレーターについての知識や割れの原因と対策を記事にまとめた。
溶接のクレーターとは?
溶接のクレーターとはJIS Z 3001(溶接用語)によると,
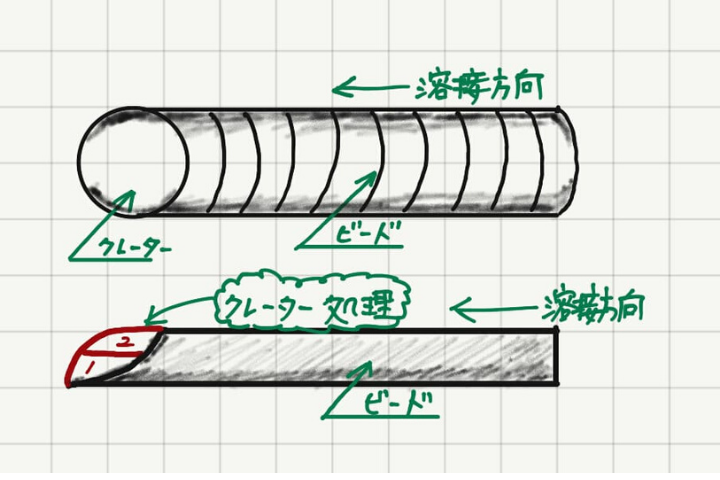
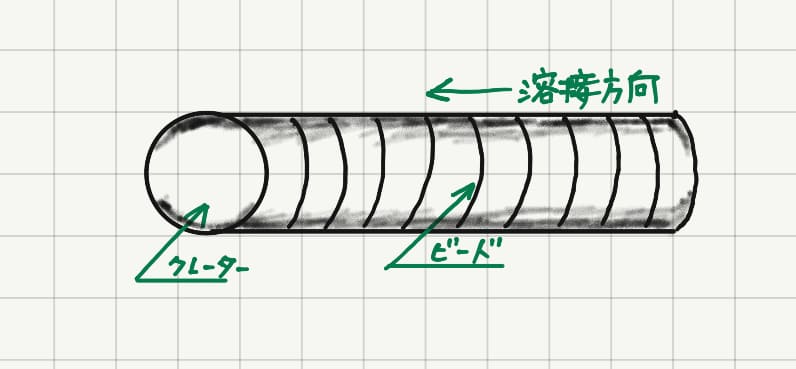
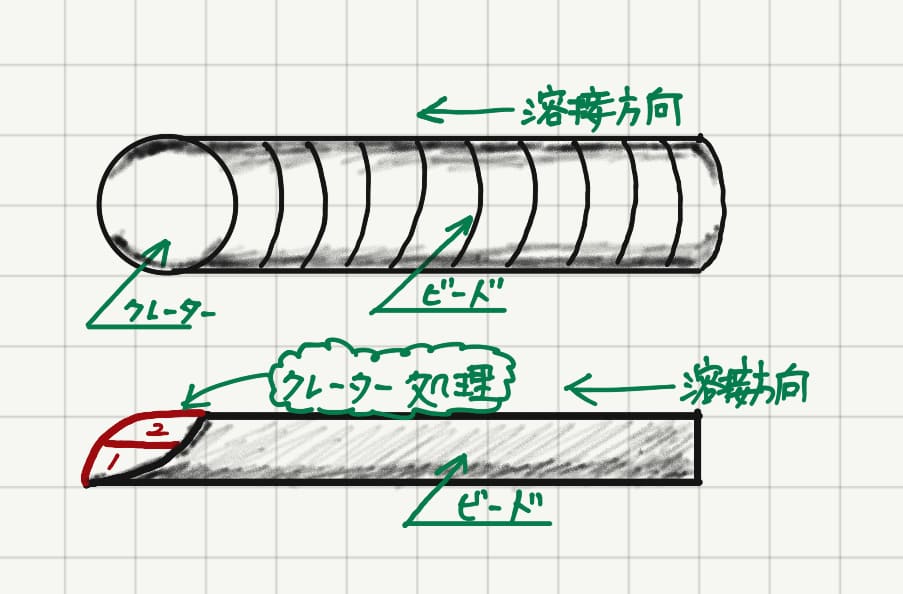
クレータとは、溶接ビードの最後の部分(終端)にできる窪み(くぼみ)のこと。
上記の図で言えば溶接進行方向の最後の部分。
溶融金属のつくる溶融池(プール)の表面がアーク力で凹状にされていたところに溶接終端でアークが切られると、凹みが回復するより早く溶融金属が冷えて固まってしまうため、クレーターができる。
英語ではcrater(クレーター)=「噴火口」と言う。
溶接のクレーター処理とは?

溶接終了時アークを切るとクレーターができるのは前述した通り。
このクレーターにはピットや割れの欠陥が発生する。
それを防止するのにクレーター部分にもう一度肉盛りしたり(被覆アーク,半自動),電流をフェードアウトするように小さくして(Tig)クレーターを仕上げることをクレーター処理と言う。
上記の写真はTig溶接でクレーター処理をしてある写真。
溶接終端部だが「くぼみ」ではなく溶接ビード同様盛り上がっており,クレーター処理されているのがわかる。
溶接のクレーター処理のやり方
溶接のクレーター処理のやり方は溶接方法によって違う。
クレーター処理のやり方は2種類あり,
・被覆アーク溶接,半自動溶接のクレーター処理
・Tig溶接のクレーター処理
がある。
上記の2種類のクレーター処理のやり方を深堀していこう。
被覆アーク溶接,半自動溶接の場合のクレーター処理のやり方
半自動や被覆アーク溶接の場合のクレーター処理のやり方は、クレータ部分にもう一度肉盛りをするように何回かに分けてアークを出してやるやり方が一般的。
クレーターが凝固してしまう前(ビードが赤熱している状態)にアークを「バッバッ」とクレーターめがけて肉盛りする感じ。
俺はいつも2回〜3回ぐらい断続的にアークを出してクレーター処理をしている。
被覆アークや半自動のクレーター処理は感覚的なものなので説明しずらいが,ビード終端がくぼまないようにすればOK。
Tig溶接の場合のクレーター処理のやり方
Tig溶接のクレーター処理のやり方は以下の通り。
- 溶接電流からクレーター処理に移行するためにトーチスイッチを押したままにする。
- ダウンスロープ設定時間で溶融池(プール)が小さくなりクレーター処理に移行。(トーチスイッチはまだ押したまま)
- 溶融池(プール)が小さくなってしばらくはキープ(トーチスイッチは押したまま)
- 溶融池(プール)を左右どちらかの開先の外に逃してやりトーチスイッチを離す。
- アフターフロー(アルゴンガス)をクレーター処理部に当てたままアフターフロー(アルゴンガス)が止まるまでキープ。
- アフターフローが終わったらトーチをクレーター処理部から離す。
特に初心者の頃はアフターフローを忘れやすい。
アフターフローはクレーター部の酸化を防ぎ欠陥の発生を抑えるので忘れずに。
Tig溶接のクレーター処理の各種時間などは溶接機で設定できる。
詳細な溶接機設定方法はこの記事を参照Tig溶接機の簡単設定法。初期電流,クレータ電流,アップ/ダウンスロープ設定。
ダウンスロープとは溶接電流からクレーター電流へ移行する時間のことで早すぎても遅すぎても欠陥が発生する。
俺はダウンスロープは1秒前後で設定している。
クレーター電流は溶接電流の1/3というのが基本。
溶接時のクレーター割れの原因と対策
溶接時のクレーター割れの原因と対策しては,
・ルートギャップが広すぎる→ルートギャップを狭くする
・材料拘束が強すぎる→逆ひずみをとるなどして拘束力を弱める
・ダウンスロープ時間が早すぎる→緩やかにクレーター処理に移行するように設定を変える
・クレーター電流が低すぎる→溶接電流の1/3程度にする
・クレーター処理時に不純物が混じる→溶接前に不純物は清掃する
クレーター割れの原因は様々でこれだ!と突き止めるには選択肢が多すぎる。
クレータ(溶接終端)部は急冷組織となり応力・ひずみも大きいため,高温割れのほかに低温割れも生じやすい。
高温割れ:溶接中および冷却中の高温度域で発生する割れ
低温割れ:200~300℃以下の温度域で発生する割れ(拡散性水素の作用によるものは溶接後しばらく時間が経過してから発生することが多く,溶接遅れ割れとも呼ばれる)
上記の原因を一つ一つ潰していきクレーター割れがないようにしなければならない。
もしクレーター割れが発生したらそのまま肉盛りせず,しっかりと割れを除去し再溶接すること。
失敗談:アフターフローせずことごとくPT検査に不合格になった日々…。

Tig溶接には初心者にはわかりづらい各種設定がある。
- プリフロー
- アップスロープ
- 初期電流
- 溶接電流
- ダウンスロープ
- クレーター電流
- アフターフロー
言葉の意味と実際の溶接時における流れがわかっていないと設定は不可能に近い。
入社時に先輩から設定方法を1回聞いただけでは,まるで呪文のよう。
しかし,設定を理解していなくても溶接の作業は回ってくる。
先輩が使っていた溶接機なら,そのままの設定をパクっていれば問題はないが,修理して戻ってきた溶接機の場合には自分で設定しなければならない。
運が悪い俺はそういう修理から帰ってきたばかりの溶接機で溶接することが多々あった。
設定の仕方や各種意味を理解していない俺は当然ハチャメチャな設定。
今思えば恐ろしいが,アフターフローは1秒とかに設定していた笑
当然アフターフロー1秒ではクレーターが酸化し割れが入ることが多い。
溶接終わりました!
PT検査お願いします!

うん…クレーター全部割れてる笑
アフターフローした??
えっアフターフローってなんすか??
昨日キャバ嬢とはアフターしましたけど…。
死んでいいよ…。
[jin_icon_info color=”#e9546b” size=”18px”]教訓
終わり良ければ全て良し!
クレーター処理時はきっちりとアフターフローを当てよう!
溶接のクレーターとは?【処理のやり方,割れの原因と対策】まとめ
クレーターとは溶接ビード終端部にできる「くぼみ」のこと。
クレーター処理をしないと割れにつながるので最後まで気を抜かないこと。
もしクレーター割れが発生した場合は原因を探り,欠陥を除去すること。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!