






溶接の余盛とは?【高さ,測り方,基準,応力集中,注意点】について解説

溶接の余盛とは?【高さ,測り方,基準,応力集中,注意点】について解説

基準とか注意点について知りたい。

溶接の余盛について,溶接歴25年の現役溶接工が丁寧に解説します。
本記事の内容は以下の通り
・溶接の余盛についての知識がわかる。
・溶接の余盛について溶接施工上の注意点がわかる。
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格はJIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するにベテラン溶接工で溶接の専門家。
本記事は,溶接の余盛についての知識や注意点を記事にまとめた。
溶接の余盛とは?
溶接の余盛とはJIS Z 3001(溶接用語)によると,
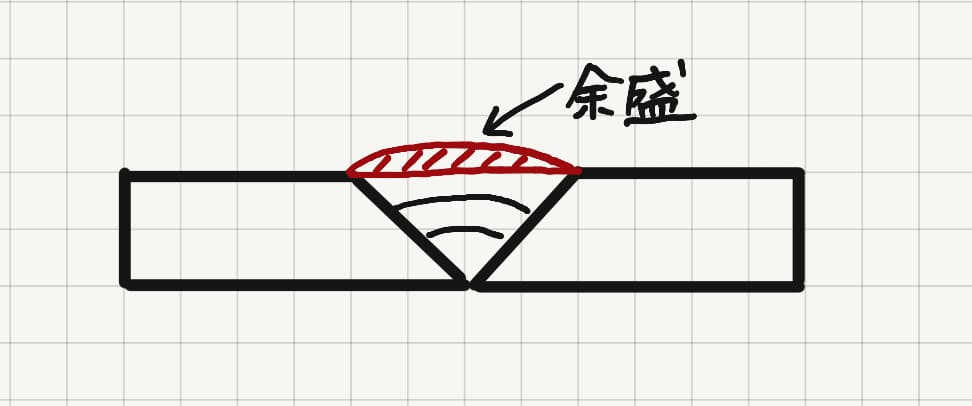
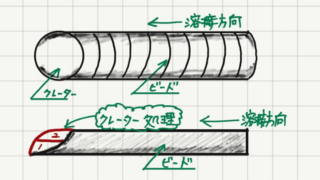
突合せ溶接の開先やすみ肉溶接で必要寸法以上に表面から盛り上がった部分の溶着金属(溶加材から溶接部に移行した金属)のこと。
余盛は、”よもり”と読む。
上記の図で言えば赤斜線の部分。
英語ではexcess weld metal(エクセス・ウェルド・メタル)=過剰な溶接金属と言う。
溶接の余盛高さとは?

余盛高さとは,母材表面をゼロとして溶接ビードの高さが何ミリあるか?を数値で表す。
余盛高さを均一にするのは,溶接工の技量の部分。
余盛高さで,溶接ビード外観の良し悪しがほぼ決まる。
余盛が多すぎず少なすぎず,「ほんのりプラス」ぐらいがちょうどいい。
溶接速度を一定にすることで余盛高さを揃える。
※余盛をつける層を最終層といい,最終層の前のビードでほぼ母材表面まで溶接金属を盛り上げておくことが大事。
「溶接ビード外観=最終層」なので,現場用語では最終層は「化粧ビード」とも言われる。
溶接の余盛の測り方
溶接の余盛を測るには「溶接ゲージ」を使うのが一般的。

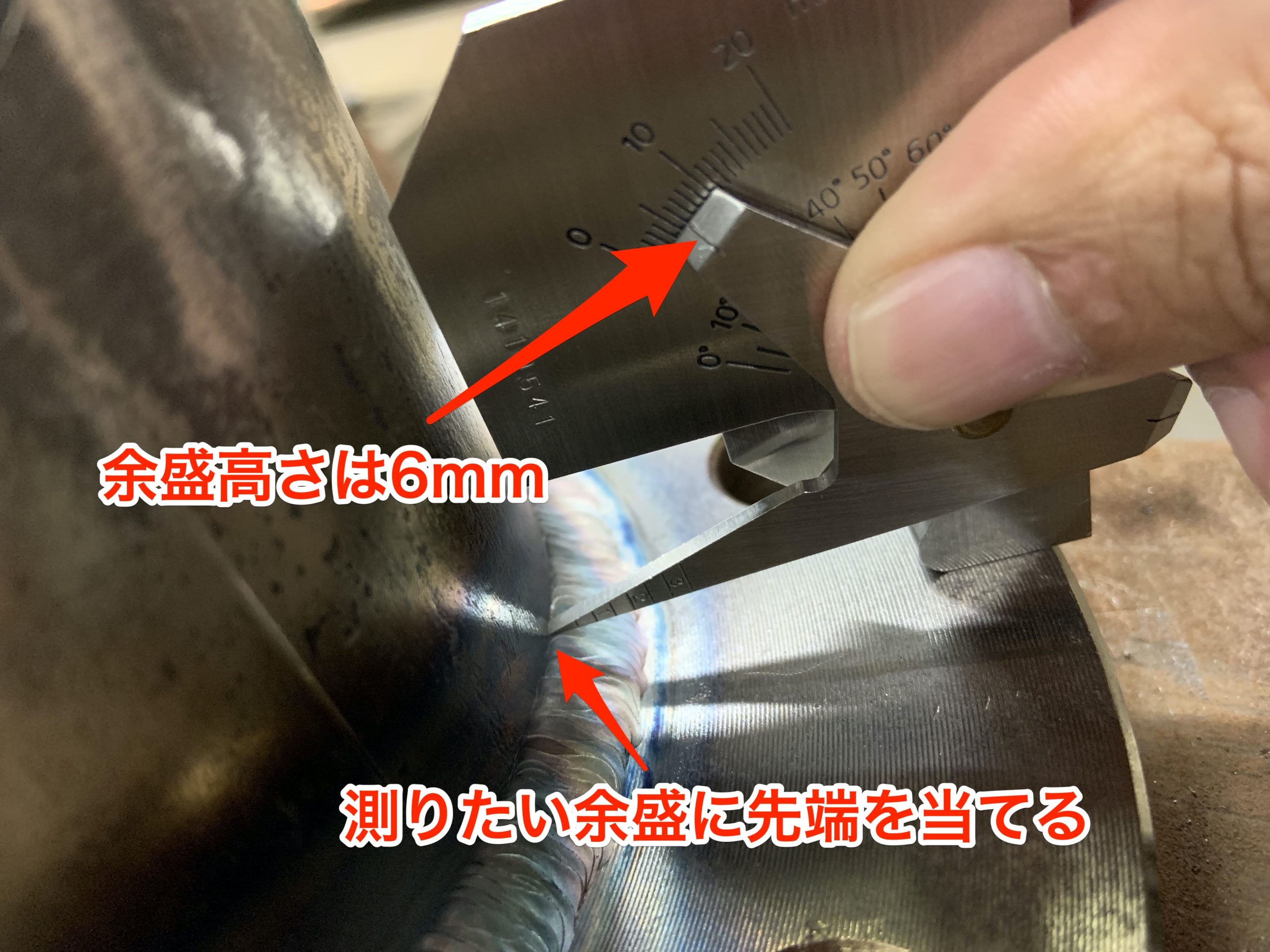
上記の写真はすみ肉溶接の場合の余盛の測り方だが,突き合わせ溶接でも測り方は同じ。
測りたい余盛に先端部を当て,そのままの数字を読むだけ。
母材表面のゼロ確認を忘れずに。
余盛の調整は溶接中は意外と難しい。
※仕上がったビードを見ると思ったより余盛が多かったり,少なかったりするので溶接が終わったら余盛高さを確認するクセをつけると溶接の上達が早い。
溶接の余盛の基準
溶接の余盛の基準とは,主に「余盛高さ」を規定している。
本記事では,
・現場溶接や工場溶接の場合の余盛高さ基準
・JIS溶接試験の場合(外観試験の合否判定指針)の余盛高さ基準
を解説する。
現場溶接や工場溶接の場合の余盛高さ基準
現場溶接や工場溶接では溶接後検査方法によって余盛高さの基準が違うので下記の一覧表を参考にしてほしい。
※会社によって適用する法規が違う可能性があるのであくまで目安として参考にしてほしい。
| 箇所 | 余盛高さ | 最終溶接ビードの仕上げ |
| 超音波探傷試験(UT)対象部 | 余盛及び凹みを設けない | 全面平滑仕上げ |
| 放射線透過試験(RT)対象部 | 省令81号第9条記載の余盛高さとする※1 | 仕上げ加工不要(スケールやスパッタなどは除去) |
| 液体浸透探傷試験(PT)対象部 磁粉探傷試験(MT)対象部 | ASME SEC.IIIの余盛高さとする※2 | 仕上げ加工不要(スケールやスパッタなどは除去) |
| 非破壊検査不要箇所 | 余盛高さの制限なし | 仕上げ加工不要(スケールやスパッタなどは除去) |
仕上げ加工不要となるのは,余盛高さの基準を満たしている場合。
基準を満たしいない場合グラインダーなどで,ビード整形をする必要がある。
超音波探傷試験(UT)は余盛を全て削り込み母材表面と同じ高さにする。(カンズラ=管面仕上げと現場では言う)
理由はUT機材を溶接ビードに当てる必要があり凸ビードの場合上手くUT機材を当てることができないため。※溶接欠陥が拾えなくなるため。
※1 通産省令第81号第9条による余盛高さ
| 板厚又は肉厚(mm) | 12以下 | 12を超え25以下 | 25を超え50以下 | 50を超え100以下 | 100を超えるもの |
| 余盛高さ(mm) | 1.5 | 2.5 | 3.0 | 4.0 | 5.0 |
※2 ASME SECIII(NC-4426.2)による余盛高さ
| 板厚又は肉厚(mm) | 3.1以下 | 3.1を超え4.7以下 | 4.7を超え12.7以下 | 12.7を超え25.4以下 | 25.4を超え50.8以下 | 50.8を超えるもの |
| 余盛高さ(mm) | 2.3 | 3.1 | 3.9 | 4.7 | 6.3 | 6.3又は(1/8×開先幅)の大きい値 |
JIS溶接試験の場合(外観試験の合否判定指針)の余盛高さ基準
JIS溶接試験の場合(外観試験の合否判定指針)の余盛高さ基準は下記の通り。
| 薄板・薄肉管 | 中板・中肉管 | 厚板・厚肉管 | ||||
| 余盛高さ(mm)表 | 3.0以下 | 長さ=10以下 | 5.0以下 | 長さ=10以下 | 8.0以下 | 長さ=10以下 |
| 余盛高さ(mm)裏 | 3.0以下 | 長さ=10以下 | 4.0以下 | 長さ=10以下 | 4.0以下 | 長さ=10以下 |
JIS溶接試験の場合は,表・裏に余盛高さの基準があり若干ややこしい。
例えば,薄肉管で余盛高さが4.0mmあり溶接ビードの長さが10mm以上あれば不合格となる。
逆に言えば,余盛高さが4.0mmあっても,長さが10mmに満たない場合は大丈夫。
溶接の余盛における注意点
溶接の余盛における注意点は4つある。
・余盛部には応力が集中する
・過剰な余盛はムダが多い
・過剰な余盛幅・余盛高さは放射線検査に影響を与える
・過少な余盛は溶接強度が低下する
上記の通り。
深堀していこう。
余盛部には応力が集中する
溶接部の余盛には、応力集中が起きる。
余盛は、母材よりも膨らんだ形状をしており,余盛が母材に対して過剰すぎると、力が集まってくる。
余盛の存在が問題となるのは,余盛止端に生じる応力集中の存在であり,通常のアーク溶接継手では特殊な対策を講じないと,平均外力の2~3倍の応力が生じることが普通。
したがって,繰返し荷重を受けるような溶接継手では,余盛が存在するだけで,疲労強度が1/2から1/3にも低下することが研究で明らかになっている。
溶接の余盛部には応力集中が起きており過剰な余盛,過少な余盛は避けなければならない。
過剰な余盛はムダが多い
余盛を過剰にすると応力集中の問題の他に,溶接材・溶接工数・作業時間などのムダが多くなる。
余盛は適正な基準値に治めることが「一流の溶接工」への第一歩となるだろう。
過剰な余盛幅・余盛高さは放射線検査に影響を与える
余盛の幅が狭く,高さが高いほど余盛部の透過写真のコントラストは低下する。
コントラストが低下すれば,溶接欠陥が分かりづらくなり欠陥見落としにつながる。
溶接工としては欠陥がわかりずらいのはラッキーと思うかもしれないが,納品後に配管漏洩などが起こるとやっかいだ。
完璧な放射線検査のために,過剰な余盛は避けるのが賢明だろう。
過少な余盛は溶接強度が低下する
母材表面よりも凹んだ状態の溶接部は当然強度が母材より少ない。
溶接部に力が加わった時に溶接部から破断してしまうので,過少な余盛は避けるべき。
余盛りが「ほんのりプラス」を目指し練習するしかない。
失敗談:嬉しそうに余盛りを盛り盛りしていた日々…。
俺は溶接初心者のころ勘違いしていた。
溶接は盛ってあればあるほど強くて美しいと…。
をモットーに日々溶接に明け暮れていた。

そんなある日,材料の引っ張り試験をすることになり溶接の担当は俺がした。
引っ張り試験とは,材料と材料を溶接でつなぎ引っ張り強度をみる試験。
欠陥がない溶接の場合,材料で破断するのが普通。
俺が作った試験片はアホほど余盛がつき余盛幅も元の開先幅が想像できないほど盛りに盛った試験片。
溶接ビードで破断するということは,溶接不良となり溶接工の責任。
ショックを受け色々調べると,過剰な余盛も破断の原因の一つだった。
嬉しそうに余盛を盛っていた自分が恥ずかしくなり,余盛の怖さを知った経験ともなった。
教訓
余盛は適正に!
溶接の余盛とは?【高さ,測り方,基準,応力集中,注意点】まとめ
余盛には適正な基準値がある。
過剰・過少な余盛は不具合のもと。
余盛は腕の見せ所なので訓練あるのみ!

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!










始めまして、仕事で行き詰まった時にいつも参考にさせていただいています。
この度は質問があり、ご連絡させていただきました。
通産省令の余盛り高さの値は、どのような基準で定められたのでしょうか。
いろいろ探しているのですが詳しい内容がなかなか手に入りません。
もしよろしければご教授のほどをお願います。
コメントありがとうございます。
余盛り高さの基準ですが『放射線検査の際,鮮明にレントゲンに写る厚み』です。
厚みがありすぎると鮮明にはフィルムに映らないので余盛り高さが決められています。
他にも余盛りが高すぎると残留応力が働き,溶接金属,材料にとって良くないです。
他の非破壊検査もやりづらい又は正確に判断しづらいということもあります。
総合的に勘案して現在の余盛り高さ基準は作られています。
よろしくお願いします。