【Tig溶接】タングステンの研ぎ方と角度【8割が知らない】

【Tig溶接】タングステンの研ぎ方と角度【8割が知らない】

タングステンに研ぎ方ってあるの??
最適な角度は??
詳しく教えて欲しい!

タングステンの研ぎ方と角度は重要だよ。
溶接歴25年のベテランが解説するね!
本記事の内容は以下の通り
- タングステンの研ぎ方
- タングステンの角度はどうするか?
- 研いだタングステンはケースにin!【おすすめケース】
- 最適なタングステン角度を見つけるまで練習あるのみ
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格は,JIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するに,ベテラン溶接工で溶接の専門家。
タングステンの研ぎ方と角度は,意外に教えてもらってない溶接工が多いはず。
同僚や同業者に聞いても8割は知らない感じ。

鉛筆のように!
なるべくツンツンに!
など,ニュアンスで伝えられて深く考えずに経験でTig溶接をやってしまってる人が多すぎる。
本記事は,タングステンの研ぎ方と角度を記事にしたい。
※タングステンの研ぎ方と角度を知って溶接技術が上がるわけではないが,プロは細部までこだわるもの。豆知識として知っておいて損はない。くれぐれもドヤ顔で同僚や後輩に自慢しないよう注意しよう!
タングステンの研ぎ方【8割が知らない】
現場では,グラインダーでタングステンを研いでる人が多いのでは?
こんな感じ。↓↓↓

実はこれ,ダメな研ぎ方。
えっ!?いつもコレっすよ!
まだまだ甘いな…。
ヒヨコ,ヒヨコ(ぴよぴよ)
ム,ムカつくっ!
タングステンの正しい研ぎ方は,
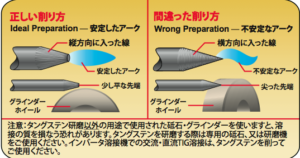
縦方向に削る,先端を平にする。
周方向ではなく先端に向けて研ぎ,先端は気持ち平(0.1~0.2)が正解。
実際,図の通りやってみると,いつもよりアークが集中してるのがわかる。
現場でよくやるタングステンの研ぎ方は,最初は周方向で一気に削り最後仕上げで縦方向に削る。
最初から縦方向だと作業効率が悪い。
仕上げのみ縦方向で。
仕上げはサンドペーパーのグラインダー刃つけて磨くという表現の方があってる。
表面が大事でなるべくピカピカに仕上げる。
粒度が粗い砥石で削ると表面が,凸凹になるのでなるべく磨く感じがいい。
これだけでもプロっぽい仕草になる。
おっ!
知ってるなーー笑
って感じで,職人のオッチャンにいじられるはず。
タングステンは縦に磨き,先端は気持ち平にする。

タングステンの角度はどうするか?
まずはこれ↓↓↓を見てほしい。
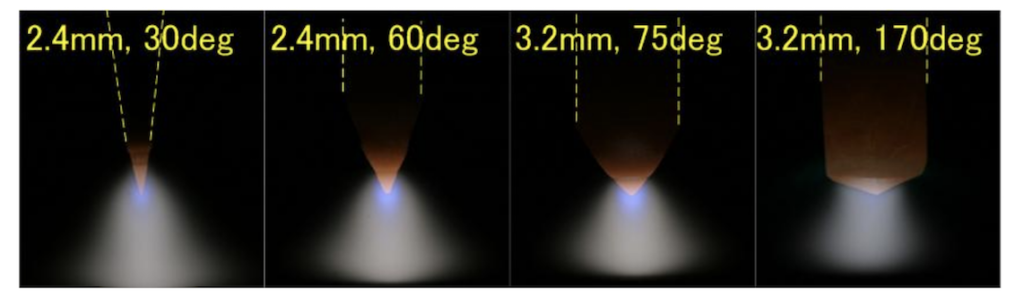
※画像はタングステン電極角度とプラズマ形状 より引用
タングステン角度によってアークの形状がかなり違うのがわかる。
意外にも,鈍角にすればするほどアークは集中する。
配管の裏波溶接なんかは,アークが広がるとやりづらいから注意だね。
溶接教本などで書いてある基本的なタングステン角度は,
直流・電極マイナスの場合
250A以下
タングステン角度 30°〜50°
溶接電流が250A以下ならば先端を尖らせ,先端角度は溶接電流の増加に従って大きくする。
タングステンの種類や母材,厚みによっても適切なタングステン角度は変わるが、俺はいつも60°ぐらいで削っている。
1mm〜25mmぐらいまでの厚みの材料を溶接するが,いままで不具合が出たことはない。
現場の溶接工って教科書通りではないんですね…。
色々,実際現場で試して経験による角度だよ。
教科書通りの角度だと,先端焼損が早いからちょっと鈍角にしてるよ。
現場溶接はRT検査があるため『溶け込み』を意識する。
鋭角よりは鈍角は溶け込みがいいからというのも理由の一つ。
250A以上の電流で溶接する場合は,
直流・電極マイナスの場合
250A〜500A
タングステン角度 45°〜60°
先端を尖らせると溶損するので先端を1mm〜2mm偏平にする。
で,結局タングステンの角度は何度がいいの??
45°〜60°ぐらいがベストではないかな…。
現場の溶接職人も45°〜60°の人が大半だよ。

研いだタングステンはケースにin!【おすすめケース】
現場の溶接工は,タングステンを研いで何本か携帯している。
すぐに交換できるようにケースに入れて。

その時に便利なのが,フリスクのケース。

間口が広く,厚みもコンパクトで最適。
数をカウントしたら20本あった(どんだけ持ち歩いてるねん…)
最近では,専用のタングステンケースも発売されており値段も安い上に落下防止のチェーンもついているので買ってみるのもあり。

最適なタングステン角度を見つけるまで練習あるのみ
いろんなタングステン角度を試して見てほしい。
30°,45°,60°…試行回数を増やすほどにキャパシティも増えいく。
ちなみに,現場のオッチャン連中は鈍角が多い。
- タングステンの長持ちしやすさ
- RT(レントゲン検査)の合格率
で決めているそうだ。
一度決まってしまえば一生ものなので,ジックリ自分好みのタングステン角度を見つけてほしい。
中には薄物やるときは鋭角,厚物やるときは鈍角と使い分けてる人もいる。
Tig溶接やり始めたばかりの時は,角度とか研ぎ方とか考えたことはなかったけど溶接を好きになってからは,いろんなことを調べるようになった。
何事も興味を持って見てみれば,新しい気づきに出会える。
とにかく溶接を上手くなりたかったら,好きになることは大事。
嫌嫌やっても身にならない。
時間の無駄。
俺がよくやるのは,溶接技能コンクールやインスタ等の作品をみてなるべくビードを近づけること。
たまには,優勝者や上手い溶接を超える作品が出来上がる。
当然,溶接技能コンクールにでてくる溶接工や,インスタにアップしてる溶接工は,タングステンの角度はこだわりがあるはず。
ちいさなことでもプロ意識を持って取り組むことが大事。
例え,タングステンの角度であっても…。

タングステンの研ぎ方と角度:まとめ
タングステンの研ぎ方や角度が溶接に影響するなんて,初心者のころは思ってもみなかった。
実際現場で溶接してみると確かに違う。
薄物がどうしても苦手!とか厚物やるとすぐにタングステンがダメになる!
って人はタングステンの研ぎ方と角度を見直すといいかも。
タングステンは縦方向に削る!
タングステンの角度は45°〜50°がベスト
溶接初心者や溶接がどうしてもうまくいかない人の参考になれば嬉しいし,幸せだ。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!