






【どっち!?】被覆アーク溶接機【プラスとマイナス】【uとv】キャプタイアケーブル接続方法(つなぎ方)
被覆アーク溶接機【プラスとマイナス】【uとv】接続方法は?
被覆アーク溶接機をよく見ると,キャプタイアケーブルを接続する所に【プラスとマイナス】とか【uとv】という表記が下の写真のような場所にしてある。


溶接初心者の頃は,どちらにホルダーやアースを接続するばいいのかわからず,適当につないでいた。しかし溶接を仕事にしている以上,興味が湧いてきて【プラスとマイナス】【uとv】の意味を調べてみた。そしたらかなり重要なことだったのでこのブログを読んでくれている溶接にたずさわる人と共有したいと思いこの記事を書くことにした。
交流(AC)溶接機の場合【uとv】表記 接続方法は?
【uとv】と表記してあるのは,交流溶接機の場合。
結論から言うと,【uとv】どちらにホルダー,アースをつないでもいい。
理由は極性が変化するので,どちらにつないでも同じ効果が得られるから。
交流(AC)とは
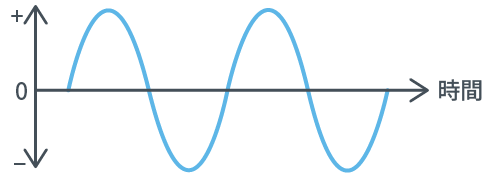
Alternating Current(交流)の頭文字。
ACは時間と共にその大きさと極性(向き)が周期的に変化する電流。
1秒間に電流の極性が変わる回数を周波数といい、Hzという単位で表す。
一般家庭のコンセントでは、東日本は50Hz、西日本では60Hzとなっている。
ホルダーとアースが周期的に極性が入れ替わって,プラスとマイナスの極性を持つのでどちらに接続してもかまわない。俺が溶接初心者の頃,適当につないで問題がなかったのは,交流溶接機だったからということになる。
ちなみに【uとv】の深い意味はなく,1次線側のu相とv相からきている所からこのアルファベットを使うようになったらしい。
直流(DC)溶接機の場合【プラスとマイナス】表記 接続方法は?
【プラスとマイナス】と表記してあるのは,直流溶接機の場合。
交流溶接機の時と違って【プラスとマイナス】を使い分ける必要がある。
| 溶接用途 | 接続方法 | 溶け込み,溶接幅 | |
| 正極性 | 厚物や一般溶接 | (-)側にホルダー(溶接棒) (+)側にアース(母材) | 深くて狭い |
| 逆極性 | 薄肉,肉盛り溶接 | (+)側にホルダー(溶接棒) (ー)側にアース(母材) | 浅くて広い |
通常の溶接の場合だと,正極性,つまりホルダーをマイナス側に接続する方が,使い勝手がいい。実際,溶接をしてみると一目瞭然で溶け込みが全然違うのがすぐわかる。直流溶接機は,シビアな溶接現場に使うことが多いので接続方法による使い分けは覚えておこう。
直流(DC)とは
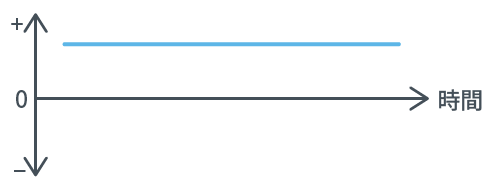
Direct Current(直流)の頭文字をとっている。
DCは時間と共に流れる極性(向き)が変わらない電流。時間と共に流れる極性(向き)も大きさも変化しない電流を一般的にDCと呼んでいる。
極性が変わらないということは,使用する側が選ぶ必要があるということ。よくネット掲示板やニワカ溶接工のサイトを見ると基本ホルダープラスとか書いてあるサイトを見かけるが,溶接のプロなどは基本,正極性のホルダーマイナスで使う。ホルダープラスにする場合は,ほぼないと思っていい。
薄物やる場合はホルダープラスにしたほうがいいが,薄物を被覆アーク溶接でやる機会は少ないのでホルダーマイナスが基本設定。薄物や裏波を出す場合はTig溶接を使う場合がほとんど。
溶接棒の種類によってもAC,DC±表記があるので注意

よく使う神戸製鋼の溶接棒にも上記の写真箇所に表記があり推奨使用電流と推奨極性が書いてある。
AC,DC±と表記のある溶接棒は極性が自由で,AC,DC+と書いてある溶接棒はホルダープラスで使うようにした方がいい。裏波棒のLB-52uなどはAC,DC+表記になっている。日頃使っている溶接棒の箱を見てみてほしい。
エンジンウェルダーは直流溶接機

現場でちょっとした溶接だと作業車にエンジンウェルダーを積んで,現場で溶接することが多いが注意してほしいのは,エンジンウェルダーはほとんどが直流溶接機。キャプタイアケーブルの接続方法を理解していないと,いつもより溶けすぎたり溶けなかったりするので,注意してほしい。
まとめ
【uとv】表記は交流溶接機。どちらにつないでもかまわない。【プラスとマイナス】表記は直流溶接機。使用目的によって使い分ける必要がある。溶接棒にも極性指定の溶接棒があるので注意する。エンジンウェルダーは直流なので接続時には注意が必要。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!








いつもお世話になります。僕は現場ではLB等は棒プラスで溶接するのですが、棒マイナスですとRTでの判定でBHは入りませんか?宜しくお願い致します!
コメントありがとうございます!!
返信遅れてすいません。
直流で溶接しているってことですかね??
俺は基本交流溶接機なので,プラスマイナスはあまり意識しませんが,直流でも棒はマイナス(正極性)で溶接します。
RT合格率も悪く無いのでBHは問題ないと思われます。比較したことがないのでわからないですけど。。。
基本的なバックステップをし適正な電流や角度で施工すればBHは防止できます。
ただどんなに上手い人でもBHは入ることがあるので,あまり落ち込まないことも必要です。
ご安全に!!
追記ですが,溶接棒によってはホルダープラス指定もあるので溶接棒仕様に従う必要はあります。
俺のメイン溶接は交流なので直流は工場や特定の場合を除いてしていないことを付け加えておきます。
ご連絡有難うございます!僕はどちらかと言うと、プラント等の現場でウェルダーかtig 切替でアークをやるのでほぼ直流をつかっています。LBはメーカー指定で+を推奨してますね。アドバイス有難うございました!また精進致します。40さんとは是非、ご飯でも食べながら語りたいものです❗️
こんにちは!
プラントの現場ですか!
プラント溶接はRTが多いので神経使いますね。
火力発電所や原子力発電所,化学工場やガス工場での溶接はやりがいありますね!
溶接という共通項がある方とこうやってコミュニケーションとれるのは幸せです。
これからもよろしくお願いします!!