溶接の入熱量とは?【まさか!の事態】にならないための基礎知識

溶接の入熱量とは?【まさか!の事態】にならないための基礎知識

溶接の入熱量って何ですか?
最近親方が入熱,入熱うるさいんですけど…。
わかりやすく教えて欲しい!

入熱…入熱…ブツブツ
入熱!!

溶接の入熱量って軽視されてるけど,実は凄〜く大事だよ!
つい先日,関電大飯原発3号で「溶接入熱過大」による溶接部亀裂が発生したばかり。
なるべくわかりやすく解説するね!
本記事の内容は以下の通り
- 溶接の入熱量とは?
- 溶接の入熱量は計算式で求められる
- 溶接の入熱量が原因で起きた【関電大飯原発3号の事象】
- 溶接の入熱が過大にならないための防止策
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格は,JIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するに,ベテラン溶接工で溶接の専門家。
本記事は,溶接の入熱量について,誰でもわかるように解説した記事。
※溶接の入熱は軽視できない。数年後にまさかの事態に巻き込まれる恐れがあるから。入熱量に気を使ったことがない人は読んで損はないはず。
溶接の入熱量とは?

溶接の入熱量とは?・・・1パスで溶接されたビードごとの単位長さに加えられた熱エネルギーのこと
溶接とは,アークという電気的エネルギーを使い材料を溶かし,凝固した結果接合が完成する。
つまり,その時の熱エネルギー(入熱量)を求めることによって,材料に与える影響を推し量ることができる。
実際の現場では,入熱制限(下限もある)を設けて溶接を管理する。
パス間温度は守れよ!
とか
モックアップ(模型)した配管で,溶接速度測って入熱量確認してみ!
など。
入熱制限をする理由は次の2つ。
- じん性低下の防止
- 組織の粗大化による脆化防止
入熱が過大になると上記のような不具合が発生する恐れがあるため入熱制限をして管理する。
なるほど…。
入熱過大だと材料が脆くなるんですね!
入熱が低ければ低いほどいいってこと??
入熱は「過大」でも「過少」でも良くないんだ。
- 「過大」だと,じん性低下・脆化が起こりやすい。
- 「過少」だと,溶け込み不良や融合不良が起こりやすい。
※入熱量は超大事だが,一般的な溶接速度や溶接電流ならそれほど影響がでることはない。問題になるのは超遅いとか超早い溶接速度の場合とか,考えもつかないような電流とかの場合に問題になる程度。神経質になりすぎる必要はないと思う。
ただし,補修溶接で何回も熱をかけたり,技量不足で1リング巻くのに何時間もかかった場合は入熱過大による材料脆化を考える必要がある。
普通に溶接してたら大丈夫だよ!
その普通が難しいんですけど…。
溶接の入熱量は計算式で求められる
溶接の入熱量は計算式で求められる。
入熱量(J/cm)=溶接電流(A)×アーク電圧(V)×60/溶接速度(cm/min)
例えば,
- 電流 300A
- 電圧 30V
- 溶接速度 30cm/min
とすると,
300A×30V×60÷30cm/minとなり,入熱量は『18,000J/cm』となる。
18,000J/cm=18KJ。
上記の計算式から,
- 高い溶接電流でゆっくり溶接すると入熱量は大きくなる。
- つまり、一度に大きなビードを着けると入熱量が上がる。
一般的には、入熱量は適正な範囲で小さいほど良好な機械性能を得ることができる。
入熱過大で溶接すると溶接金属は引張強度,吸収エネルギー共に低下し,熱影響部が組織粗大化して衝撃値が悪くなることもある。

同じ開先を溶接する場合,大入熱で溶接すればパス数は少なくなり,小入熱の場合はパス数が多くなる。
入熱制限がある場合は,パス数を増やし小入熱で溶接したほうがいい。
下記に強度・じん性に対する入熱の影響(条件:板厚25mm・パス間温度350℃)を引用しておく。
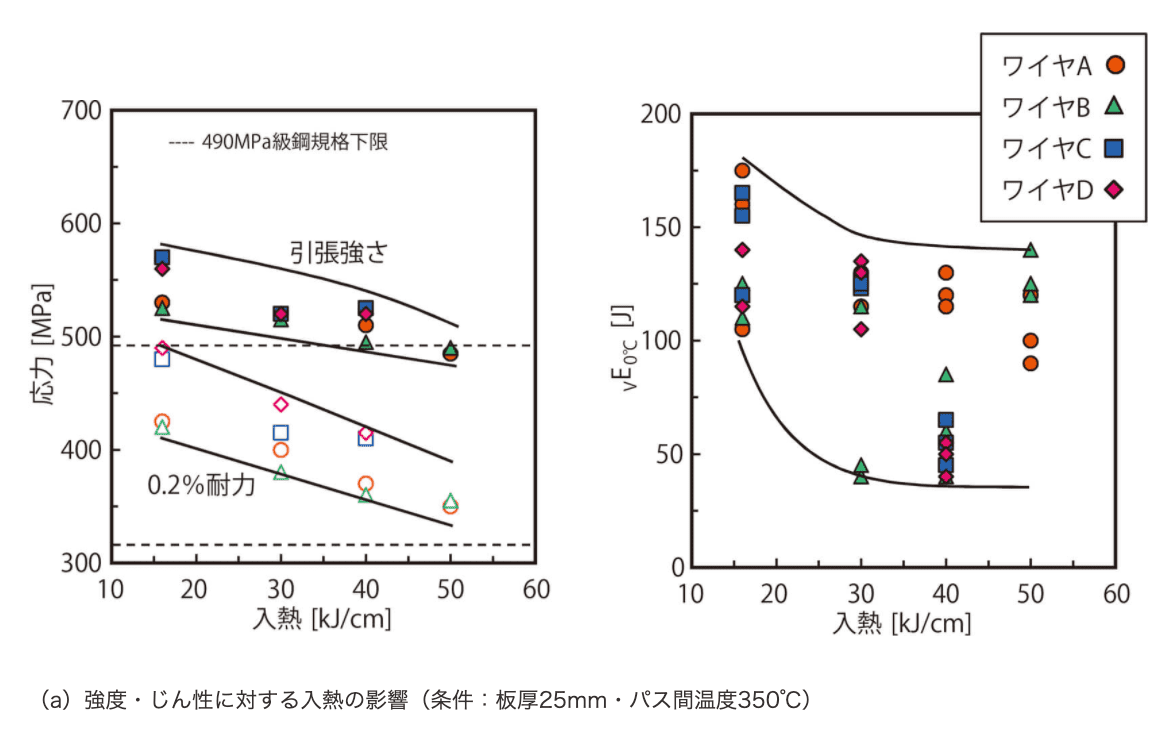
入熱の増加とともに,引っ張り強さや衝撃値などが低下しているのがわかる。
参考にJISで推奨されている入熱量・パス間温度の一覧を一部抜粋しておく。
※溶接材料が半自動用のワイヤになっているため,Tigや被覆アーク溶接ではまずこの入熱を超えないはずだが溶接速度が遅いのは注意する必要がある。
また,下記の数値はあくまで参考値で製品の保証をするものではない。溶接工は管理者と個別案件ごとに入熱管理をする必要がある。
| 鋼材の種類 | 溶接材料 | 入熱 (kJ/cm) | パス間温度 (℃) | |
|---|---|---|---|---|
| 400MPa 級鋼 | JIS Z 3312 | YGW11, 15 YGW18, 19 | ≦40 | ≦350 |
| ≦30 | ≦450 | |||
| JIS Z 3313 | T490Tx-yCA-U, T490Tx-yMA-U T550Tx-yCA-U, T550Tx-yMA-U | ≦40 | ≦350 | |
| ≦30 | ≦450 | |||
| 490MPa 級鋼 | JIS Z 3312 | YGW11, 15 YGW18, 19 | ≦30 | ≦250 |
| ≦40 | ≦350 | |||
| JIS Z 3313 | T490Tx-yCA-U, T490Tx-yMA-U T550Tx-yCA-U, T550Tx-yMA-U | ≦30 | ≦250 | |
| ≦40 | ≦350 | |||
| 520MPa 級鋼 | JIS Z 3312 | YGW18, 19 | ≦30 | ≦250 |
| JIS Z 3313 | T550Tx-yCA-U, T550Tx-yMA-U | |||
入熱を管理するには,溶接工だけでなく管理者と二人三脚が必要(試験や計測が必要なため)。
厚物の溶接,重要部位の溶接などは,石橋を叩いて叩きまくって渡ろう!
溶接の入熱量が原因で起きた【関電大飯原発3号の事象】
関西電力は2020年9月7日、定期検査中の大飯原発3号機(福井県おおい町)で、配管溶接部に傷が見つかったと明らかにした。傷は、原子炉を冷却する配管から分岐し、加圧器につながる配管で確認された。関電によると、配管は厚さ14ミリで、傷は長さ約67ミリ、深さ約4.6ミリ。
上記の原因を詳細調査したところ『溶接の入熱過大が原因』と判明した。
詳しくは,関西電力が2020年12月24日に発表した資料『大飯発電所 3号機 加圧器スプレイライン配管溶接部における事象の発生原因及び対策について』を読んでもらいたい。
一部を抜粋すると,
<溶接の影響>
・当該管の亀裂発生部近傍の溶接金属は、サンプル管と比較して、デンドライトの成長方向から溶接速度が遅く、ビード幅も広いことから、大きな入熱で溶接されたものと推察する。
・当該部は現地溶接であり施工性が悪く、丁寧・慎重に溶接し入熱量が大きくなったものと考察する。
<入熱量と硬さの関係>
入熱量と硬さの関係をモックアップ調査で確認した結果、入熱量が増加するに伴い硬くなる傾向が確認された。
亀裂発生・進展の推定メカニズム
SCCが発生しうる環境・応力条件に加え、当該部は大きな入熱で溶接され材料が著しく硬化したことにより、SCCが発生・進展したものと判断する。
SCC・・・応力腐食割れのこと(Stress Corrosion Cracking)
当該部の溶接時期は平成2年4月頃で,約30年前の溶接。
それが今頃になって問題になっている。
SUS316の厚み14.0mmの配管らしいので,現地合わせから溶接まで大変だったろうと想像する。
溶接工の立場からすると,
30年前の『入熱過大』言われても…。
溶接工のせいって感じだけど,管理者(関電or元請けorメーカー)も悪いよね…。
と言う感じだが,入熱管理さえしっかりしていれば…と思わないでもない。
教訓として,
超重要部位は『入熱』のことも忘れるな!
ってことがニュースを見て感じたこと。
溶接の入熱が過大にならないための防止策

溶接工として出来ることは限られているが,30年後に気分が悪い思いもしたくないので入熱過大防止を考えてみる。
- 溶接速度・電流・電圧を計測し入熱を把握後,管理者に投げる。
- 溶接ビードの色が焼けすぎていないか確認する。
- 厚物・超重要部位はモックアップし,適正入熱をあらかじめ知る。
- ルート間隔の広すぎ,狭すぎは溶接速度に注意する。
- 補修溶接はなるべく1回で終わらせる。
入熱を意識して日頃練習をすれば,自然と溶接の腕が上がるはず。
しかし,溶接の入熱は溶接工だけの問題ではない。
会社全体や管理者が率先して指導していき,溶接工と二人三脚で入熱管理していく必要があると「関電大飯3号の事象」をニュースで見て思った。
溶接の入熱量とは?:まとめ
・溶接の入熱量とは?・・・1パスで溶接されたビードごとの単位長さに加えられた熱エネルギーのこと
・なぜ入熱管理が重要か?・・・「過大」だと,じん性低下・脆化が起こりやすい。「過少」だと,溶け込み不良や融合不良が起こりやすい。関電大飯原発3号の配管溶接部は30年後に『入熱過大』により亀裂が発生した。
・過大入熱防止策は?・・・管理者,溶接工が二人三脚で管理する必要がある。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!