現場溶接と工場溶接の【違い・注意点・溶接記号】を現役溶接工が解説
現場溶接と工場溶接の【違い・注意点・溶接記号】を現役溶接工が解説

現場溶接と工場溶接の違いって何?
注意点や溶接記号も教えて欲しい。

溶接歴25年の現役溶接工です。
現場溶接と工場溶接の【違い・注意点・溶接記号】について,誰でもわかるように解説するね!
最後に【失敗談】もあるので参考にして。
本記事の内容は以下の通り
- 現場溶接と工場溶接の違い
- 現場溶接の注意点
- 現場溶接の溶接記号
- 【失敗談】現場溶接記号がない場合もある…!?の巻
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格は,JIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するに,ベテラン溶接工で溶接の専門家。
本記事は,現場溶接と工場溶接の【違い・注意点・溶接記号】について,誰でもわかるように解説した記事。
※現場溶接の注意点,現場溶接の記号なども解説しているので,溶接初心者には参考になるはず。
現場溶接と工場溶接の違い
現場溶接と工場溶接の違い【3つ】
現場溶接と工場溶接の大まかな違いは下記の3つ。
- 溶接場所【現地か工場か】
- 溶接姿勢
- 溶接環境【機材・屋内外・雰囲気】
一般的に,工場溶接の方が難易度は下がる。
【工場溶接】は場所・姿勢・環境をコントロールしやすいから。
場所・姿勢・環境をコントロールしづらい現場溶接の注意点は後術する。
現場溶接とは?

- 現場溶接・・・現地(工事現場)へ行って溶接すること
- 既設配管の取り合い溶接部
- 当て板溶接
- 現場加工部の溶接
など。
現場へ直接行って溶接しなければならない箇所は【現場溶接】が必要になる。
工場溶接とは?

- 工場溶接・・・製作工場で溶接すること
- 製作して持っていける大きさの品物
- 現場加工が必要ない品物
- 完成品納入が指定されている品物
など。
現場へ行く前にあらかじめ製作できる箇所は【工場溶接】となる。
安全面・品質面などからも【工場溶接】が優れている。
- 溶接姿勢が選べる
- 寸法なども出しやすい
- 気象条件の影響を受けづらい
- 作業環境も改善しやすい
- 歪みなども考慮できる
現場溶接と比較すると工場溶接はメリットが多い。
現場溶接の注意点
現場溶接する場合に注意するチェックポイント
- 雨・風などの気象条件は?
- 外気温は?(5度以下なら予熱)
- 溶接姿勢(下・立・横・上・斜め)は?
- 溶接取り合い部(既設)の材料は健全か?
- 狭くないか?
- 酸欠などは大丈夫か?
- 振動・騒音などはないか?
- 検査方法は?
- 溶接箇所に流体などはないか?
- 拘束されていないか?
- 荷重はかかっていないか?
- 溶接機の設置箇所は?
- 溶接できる時間に制限はないか?
など。
現場溶接は,不確定要素が多く施工条件も悪い。
「現場溶接はなるべく避ける」のがセオリー。
どうしても現場でなければならない溶接以外は,工場溶接で仕上げることが基本ということは覚えておこう。
※ちなみに溶接工には,工場のみでしか溶接しない工場専門溶接工や現場のみでしか溶接しない現場専門溶接工も存在する。
現場溶接注意点の盲点【忘れがち】
現場溶接する場合に注意するポイントとして,溶接姿勢・気象条件などは誰もが思いつくが,下記のポイントは忘れがちなので特に注意してほしい。
- 溶接取り合い部(既設)の材料は健全か?
- 溶接箇所に流体などはないか?
- 溶接機の設置箇所は?
少し深堀して解説する。
溶接取り合い部(既設)の材料は健全か?

現場溶接は,既設材料・配管などと接合することが多い。
要するに,新品と旧品を溶接することになるってこと。
現場溶接で問題になるのは,旧品(既設)側の材料の状態。
- 腐食状態
- 拘束状態
- 荷重状態
などが悪いと,溶接がうまくいかない。
溶接しても後から割れたり,溶接そのものが効かなかったり…。
何十年も使っている材料は脆くなっている時もある。
怪しかったら取替範囲を増やすなど提案しよう。
現場で泣くハメになる。
溶接取り合い部(既設)の材料は健全か?のポイントは押さえるようにしよう。
溶接箇所に流体などはないか?

溶接する箇所に流体があると,溶接の品質が著しく落ちる。
- 油
- 水
など。
残留していても溶接しなければならない時もあるが,現場溶接前にわかるのであれば排除したい。
RT検査仕様の配管などは,油・水が残留していれば確実に取り除き溶接しないと確実にOUTとなる。
溶接機の設置箇所は?

溶接機の設置箇所も忘れがちなポイント。
現場溶接の場所や環境に夢中になって,肝心な溶接機の設置箇所を忘れやすい。
現場溶接箇所より遠く離れた箇所に溶接機があると,
- 電流調整が面倒
- キャプタイヤケーブルなど設置に時間がかかる
- アークが出ない場合など不具合特定に手間がかかる
など,溶接以外で疲れてしまう。
現場溶接する際は,効率のいい溶接機の設置箇所はどこか?を常に頭に入れておこう。
現場溶接の溶接記号【別名:ハタ】
現場溶接は図面で指示される。※現場溶接記号(ハタ)がない箇所の溶接は指定がないため,工場で溶接してもOKってこと。
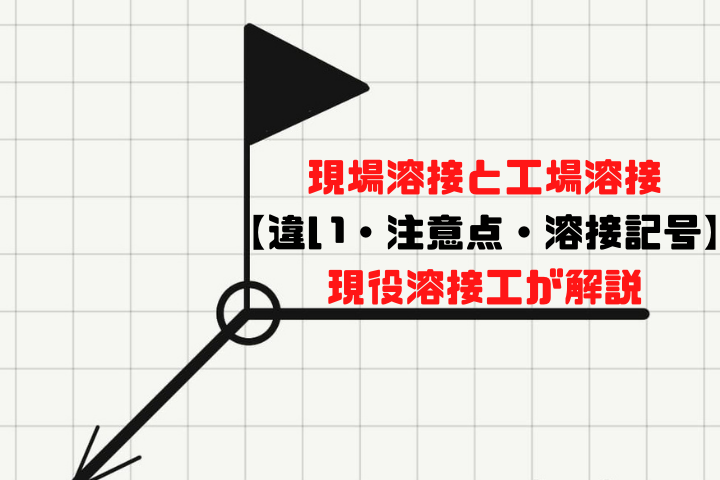
図面で指示する場合の「現場溶接記号」は下記の通り。
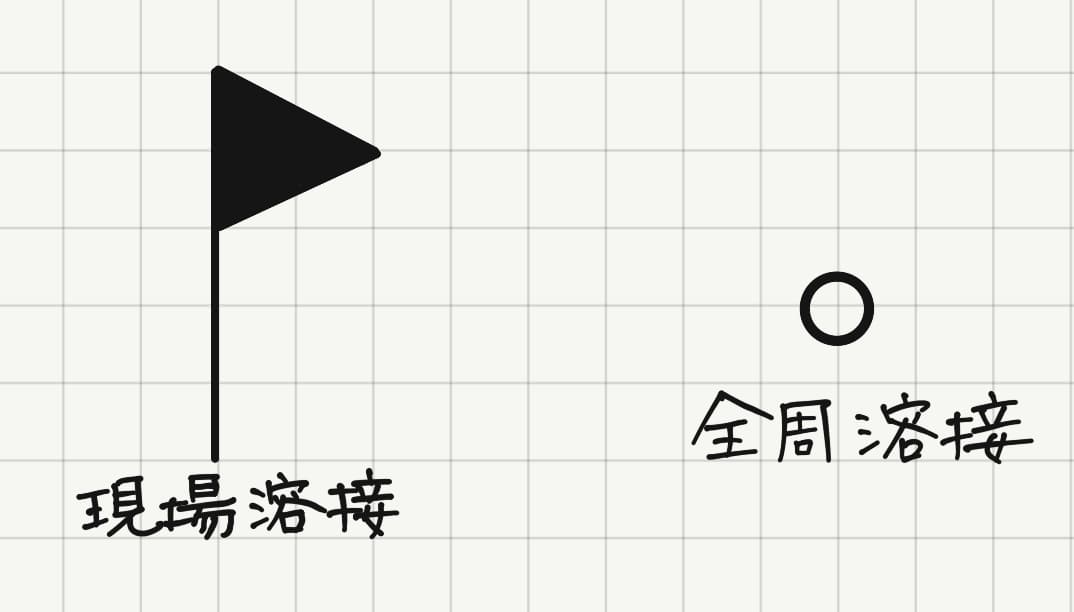
上記の記号を,矢と基線が繋がる部分に描くと下図のようになる。
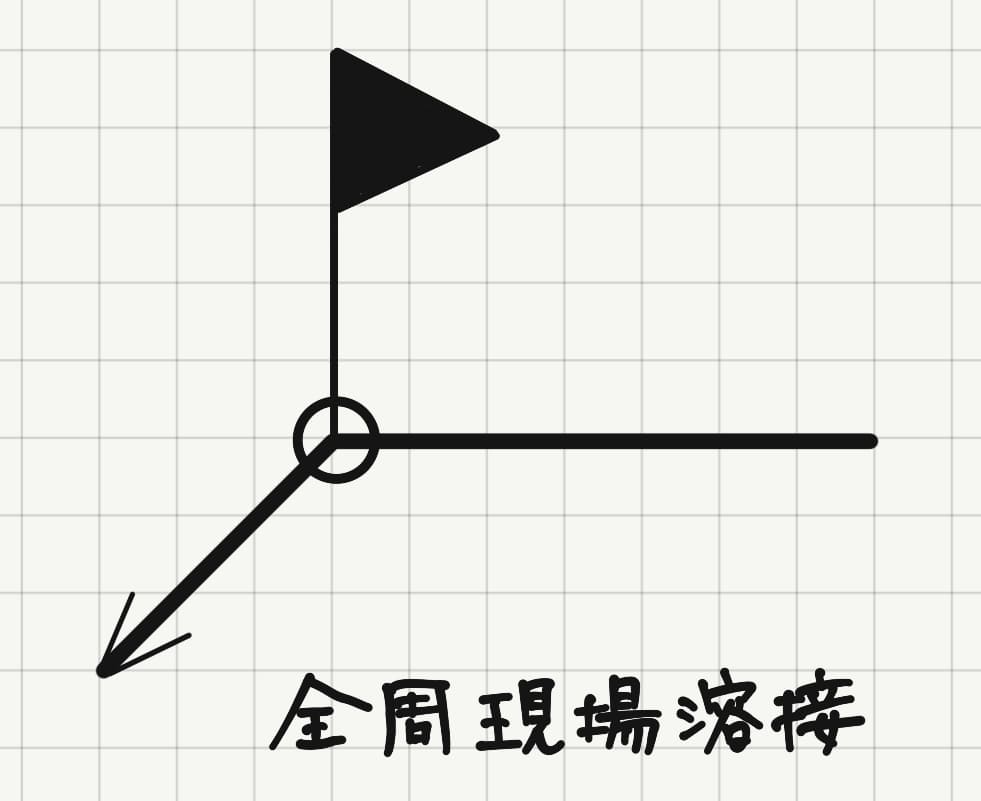
配管溶接の現場では,全周現場溶接の溶接記号が使われることがほとんど。
すみ肉溶接が多い鉄骨組み立てなどの現場では,全周溶接記号を除いた現場溶接記号のみで使われることが多い。
溶接工仲間内では「別名:ハタ」と言っており,

ハタどこや?
とか
ハタの位置ずらしてもいいんか聞いてこい!
などと使われる。
図面を客先や上司から貰ったら,まずは「ハタ」の確認。
どこで溶接するんだろ…
「ハタ」は…
現場溶接工の鉄則です。
【失敗談】現場溶接記号がない場合もある…!?の巻

現場溶接の記号の描き方・意味は,上記で書いた通り。
だが…配管据付・製作の図面には,現場溶接の記号がない場合も多々ある。
現場溶接記号がない場合は,
- 施工者で現地見て決めてね♡
- 全箇所,工場で溶接できるよorしてもいいよ♡
の二通り。
こればっかりは,「現場を見るか」,「設計者に聞くか」しなければならない。
要するに,設計者や管理者と「打ち合わせ」が必要ってこと。
溶接工初心者の頃の俺は,そんなことも知らなかった…。
うれしそうに貰った図面のまま,現場も一度も見ることなく全て工場で配管を仕上げた。
現場に溶接機を持っていくのもめんどくさかったし,寸法も図面通り。
現場で合わなけりゃ設計のせい…。
という無責任極まりない思いで,颯爽と現地据付にかかった時…。
先輩!
配管が入らないです…。
エルボが邪魔しちゃって…。
なぬ…!
困った俺は親方に電話。
すると親方は,
ハタ見なかったのか?
書いてなければ,現場見にいくか,設計に聞かないとダメよ〜ダメダメ♪
はい…やらかしました…。
ふふふ…怒られてる怒られてる…。
その日は一度製作配管を工場に持ち帰り,深残業でネチネチ親方にイヤミを言われながら直したのは言うまでもない…。
教訓
図面が全てではない!行けるなら現場へ!
現場溶接と工場溶接の【違い・注意点・溶接記号】:まとめ
現場溶接・・・現地(工事現場)へ行って溶接すること
工場溶接・・・製作工場で溶接すること
安全面・品質面でコントロールしやすい工場溶接とすることが基本だが,現場でしかできない溶接もある。
管理者と打ち合わせをし,なるべくなら現場を見て確認しよう!
図面が間違っている場合もある。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!