開先角度の決め方【3つの重要ポイント】現役溶接工が解説
開先角度の決め方【3つの重要ポイント】
※本記事は「配管溶接工」の立場で書いており,建築分野などとはちょっと違うかもしれないことを了承いただきたい。

開先角度ってどうやって決めるの?
30°と45°の開先では何が違うの?

開先角度を決めるには3つの重要ポイントがあるよ!
開先の角度が違うと何が変わるのか?についても解説するね。
本記事の内容は以下の通り
・開先角度の決め方がわかる
・開先の角度が違うと何が違うのかわかる
・配管溶接の現場でよく使う開先角度・形状がわかる
この記事を書いている俺は「溶接歴25年」の熟練溶接工。
保有資格はJIS溶接技能者(TN-P,T-1P,N-2P,C-2P),溶接管理技術者2級,管施工管理技士1級。
要するにベテラン溶接工で溶接の専門家。
本記事は,開先角度の決め方について書いた記事。
開先角度をどうやって決めるのか?角度が違うと何が違うのか?という疑問がある人におすすめの記事。
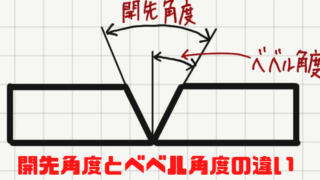
※記事内の開先角度は「ベベル角度」のことを言う。
開先角度の決め方【3つの重要ポイント】

開先角度は「母材の種類」・「板厚」・「溶接方法」・「溶接姿勢」などによって変わるが,本記事では開先角度の決め方に共通している考え方を紹介する。
開先角度を決めるには,下記の3つの重要ポイントがある。
- 溶接施工性
- 溶接欠陥
- 溶着量
上記の通り。
深堀していこう。
1.溶接施工性

溶接施工性とは,
・作業効率
・加工しやすさ
・溶接しやすさ
のことを言う。
深堀していこう。
作業効率
作業効率は,
開先角度が急角度になればなるほど作業効率は落ちる
溶接難易度も上がり神経を使うからだ。
例えば「I形開先」では開先角度は0°となり,溶接部材が厚くなればなるほど作業効率は落ちる。
板厚が薄い(3mm〜6mm程度)の材料でも配管溶接の場合,開先は「V型開先」を採用した方が作業効率は良い。
加工しやすさ
開先角度の加工しやすさは,
直線的で汎用(30°や45°)的な角度がいい
現場での開先加工機を使用しての開先取りは,なるべく簡易な開先角度・形状がいい。
特殊な開先角度・形状だと「加工機の切削刃(チップ)がない場合」や「加工する人を選ぶ(誰でもってわけにはいかない)必要」があるからだ。
そう言う意味で開先形状の「X型開先」「J型開先」などは他の開先形状と比べると加工性が劣る。
加工のしやすさも開先角度を決める場合に重要なポイント。
溶接しやすさ
溶接しやすさは,
開先角度が急だと溶接難易度があがる
作業効率と同じく溶接しやすさも開先角度に影響される。
開先角度が急だと溶接中にスラグを巻き込んだり,母材が見えづらいため溶け込み確認をしづらい。
開先角度を決めるには,「溶接工の技量」も確認ポイント。
2.溶接欠陥

開先角度によっては溶接欠陥が入りやすい角度がある。
溶接のしやすさと共通する所もあるが,
溶接欠陥は開先角度が急角度,広角度の場合入りやすい
狭すぎてもダメだし,広すぎてもダメ。
開先角度が狭いと,「溶接しづらい」,「溶け込みが見えない」,「溶接スピードが早い」などの理由から溶接欠陥が入りやすい。
開先角度が広いと,「溶接量が増え欠陥の確率が増える」,「時間がかかるので集中力がなくなる」などの理由から溶接欠陥が入りやすい。
開先角度は溶接欠陥のことも考え,適正な角度をつける必要がある。
3.溶着量

溶着量だけで言えば少なければ少ないほどいい。
溶着量が少ない=「歪みが少ない」,「作業効率がいい」,「溶接棒orガスが少なくて済む」につながるから。
しかし,溶着量を少なくすることは開先角度を急にするのとイコールなので「溶接欠陥」「溶接施工性」とバランスを取る必要がある。
開先角度が違うと何が違うのか【30°と45°の違い】
例で30°の開先と45°の開先の場合何が違うのか?を見てみよう。
開先角度が違うと,
・作業スピード(加工,溶接)
・歪み量
・溶接欠陥発生率
が違ってくる。
開先角度が小さいほど上記項目は良くなり,広いほど悪くなる。
では全て30°でいいのでは?と思うかもしれないが,45°の方がいい場合もある。
それは溶接する材料が薄い場合。
開先角度が狭いとすぐに開先が溶接で埋まってしまい,積層するのが難しくなる。
なので開先角度は,
- 母材の種類
- 板厚
- 溶接方法
- 溶接姿勢
などによって変える必要がある。
30°と45°で溶接強度は違うの?
溶接強度(耐力)で言えば同じだよ。
溶接強度はのど厚と溶接長さで決まるので「開先角度」は関係がないんだ。
配管溶接でよく使う開先角度・形状

開先角度を決める3つの重要ポイントを押さえた開先角度・形状は次の通り。
配管溶接の場合
・開先角度は,
45°・・・配管厚さ1mm〜3mm
30°・・・配管厚さ3mm以上
・開先形状は,
「V形開先」・・・配管厚さ1mm〜20mm
「U形開先」・・・配管厚さ20mm以上
上記の設定が基本となる。
例外はあるが,ほとんどの現場で通用するはず。
開先角度が30°を下回ると溶接欠陥発生率も上がるし,なにより溶接がしづらい。
開先形状は「V形開先」が一番溶接しやすい。
逆に一番溶接しづらい開先形状は「I形開先」。
裏側まで溶け込んでいるか溶接中に確認しづらいから。
開先角度を決めるには「施工サイド」・「管理サイド」のバランスを取ることが重要。
開先角度の決め方【3つの重要ポイント】:まとめ
開先角度は3つのポイントを考え決定する必要がある。
- 溶接施工性
- 溶接欠陥
- 溶着量
配管溶接では30°を下回る開先角度は施工性,欠陥の面から厳しい。

ブログ10万PV/月達成!
ド底辺の溶接工が必ず役立つ【溶接,Mac,お金の情報】をブログで発信中!
【渾身】の記事をしゃーなしで見てみる!